Блок цилиндров двигателя – самая большая массивная деталь корпуса ДВС, условно его можно считать корпусом. Он – опора для подвижных узлов кривошипно-шатунного механизма, в нем располагаются цилиндры, к нему крепятся навесные агрегаты, например, стартер, генератор и т. п.

В этой статье мы расскажем историю создания блока цилиндров, из каких материалов он изготавливается и из каких деталей состоит.
История создания
Первый рядный блок цилиндров двигателя придумал немецкий изобретатель Николаус Август Отто, именно он в 1876 году разработал очень эффективный для того времени бензиновый двигатель. V-образный вариант в 1889 году сконструировал Готлиб Даймлер, когда принимал участие в создании усовершенствованного двухцилиндрового двигателя.
После этих событий деталь прошла длинный путь эволюции и стала такой, какая она есть в большинстве современных моторов.
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.

Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия.
Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.

Обзор основных деталей
Цилиндр двигателя
 Основная деталь цилиндра двигателя – гильза.
Основная деталь цилиндра двигателя – гильза.
Существуют гильзы двух типов:
- впрессованные гильзы, (в алюминиевом блоке);
- съёмные гильзы – они бывают «мокрыми» и «сухими».
Головка блока цилиндров – ГБЦ
Она закреплена сверху конструкции направляющими шпильками и болтами крепления ГБЦ. Очень важная деталь – прокладка блока, она расположена между ГБЦ и самим блоком. Изготавливают ее из асбестометалла, металла, а может быть безасбестовой.
Г БЦ состоит из: камеры сгорания, мест крепления ГРМ, рубашки охлаждения, каналов для смазки, резьбовых отверстий свечей (форсунок), отверстий впускных и выпускных каналов.
БЦ состоит из: камеры сгорания, мест крепления ГРМ, рубашки охлаждения, каналов для смазки, резьбовых отверстий свечей (форсунок), отверстий впускных и выпускных каналов.
Отдельно стоит упомянуть технологию крепления ГБЦ. Для этого используются специальные болты крепления, а сама операция выполняется согласно инструкциям производителя. В частности затягивать головку нужно динамометрическим ключом с соблюдением момента затяжки и пользуясь схемой затяжки болтов.
Картер двигателя
Картер считается частью блока, и крепится к нему снизу. Закрывается поддоном. То есть, картер – можно назвать корпусом кривошипно-шатунного механизма.
В  корпусе блока цилиндров также есть отверстия и каналы для смазки и охлаждения. Сливная пробка нужна, чтобы осуществить слив охлаждающей жидкости. Моторное масло, сливается после извлечения пробки в поддоне картера.Предусмотрено место для привода распределительного вала. Спереди оно закрыто крышкой блока цилиндров. Внизу размещены опоры коренных подшипников коленчатого вала.
корпусе блока цилиндров также есть отверстия и каналы для смазки и охлаждения. Сливная пробка нужна, чтобы осуществить слив охлаждающей жидкости. Моторное масло, сливается после извлечения пробки в поддоне картера.Предусмотрено место для привода распределительного вала. Спереди оно закрыто крышкой блока цилиндров. Внизу размещены опоры коренных подшипников коленчатого вала.
Теперь, когда вы сами познакомились с конструкцией блока цилиндров двигателя, поделитесь новыми знаниями с друзьями в соц.сетях. Пусть тоже подпишутся на наш блог, и знакомятся с увлекательным миром автотехники.
Рекомендует еще посмотреть статейки про Шатун, Поршень и Коленчатый вал. Интересно.
Есть вопросы по ремонту двигателей?
Хотите знать, как это делается? Не проблема!
Только у нас — самые интересные видеоматериалы о ремонтных технологиях и
еще о многих интересных вещах про двигатели!
Смотрите и подписывайтесь на наш канал! 
Наши самые интересные новости
и технические материалы — теперь и на 
Технологии ремонта двигателей
- Ремонт двигателей
- Ремонт деталей двигателей
- Неисправности и дефекты двигателей
- Техническая информация
 |
 |
 |
|
 |
Научная работа
- 20-й Международный Конгресс двигателестроителей
Вакансии
Специализированный моторный центр "АБ-ИНЖИНИРИНГ" работает с 1997 г.
Основная деятельность компании — ремонт автомобильных двигателей. Компания имеет центр механической обработки деталей двигателей, оснащенный импортным станочным оборудованием высшего качественного уровня производства фирм AMC-SCHOU (Дания) и SERDI (Франция).
СМЦ "АБ-ИНЖИНИРИНГ" является эксклюзивным российским дистрибьютором известных мировых лидеров в производстве оборудования и инструмента — компаний AMC-SCHOU, POLAR TOOLS (Дания), ROBBI, SERDI Srl (Италия), GUYSON (Англия) .
Благодаря передовым технологиям и квалифицированному персоналу в сочетании с современным шлифовальным, расточным и хонинговальным оборудованием компания обеспечивает высшее качество ремонтных работ и является одним из лидеров на рынке моторно-ремонтных услуг России.
Наш моторный центр «Шереметьевский»: тел. +7 495 545-6936, +7 495 502-5964 ,
e-mail: ab@ab-engine.ru
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
«Такой блок отремонтировать нельзя! — сказал мастер, указывая на задиры в цилиндрах двигателя MercedesV8. — По крайней мере, в России технологией ремонта алюминиевых блоков не владеют. Специальное покрытие на зеркалах восстановлению не подлежит. Только менять!» — И назвал цену — цифру с некоторым количеством нулей. В долларах, разумеется.
Мы ничего не придумали. Этот разговор действительно произошел не так давно в сервисном центре одного из официальных дилеров знаменитой фирмы. Конечно, установка нового агрегата в сборе взамен вышедшего из строя удобнее и выгоднее для техцентра. Огорчало другое: профессионалы (надеемся, что в дилерских центрах работают только они) не знают (или скрывают это?), что такое — алюминиевый блок цилиндров. В смысле технологии его производства и ремонта. А ведь в России ремонт алюминиевых блоков освоен давно — пожалуй, лет 10 уже, не менее!
Алюминиевый блок в «интерьере»
Прежде чем выстраивать технологические цепочки ремонтных операций, надо, разумеется, знать все особенности ремонтируемой детали.
В том числе технологические «хитрости» ее производства и характер работы. У алюминиевых блоков есть много такого, о чем иные профессионалы, похоже, и не слыхали.
Первый вопрос: зачем блок цилиндров делать алюминиевым, если и чугунные блоки прекрасно работают? Ответ прост: удельная масса алюминия (2850 кг/м3) в 2,7 раза меньше удельной массы чугуна. Соответственно алюминиевый блок получается намного легче чугунного. А это важно, особенно для многоцилиндровых моторов с большим рабочим объемом. Кроме того, теплопроводность алюминия в 4 раза выше, чем чугуна. В результате этого двигатель с алюминиевым блоком быстрее прогревается, а объем системы охлаждения может быть уменьшен благодаря более эффективному охлаждению и быстрому выравниванию температуры стенок блока.
Однако реализовать на практике эти преимущества алюминия не так-то просто. Известно, что по чугунным цилиндрам прекрасно «ходят» поршневые кольца как с твердыми покрытиями, так и без таковых, и сами «мягкие» алюминиевые поршни. С алюминиевыми цилиндрами ситуация другая: сочетание «мягкого» металла поршня с таким же «мягким» материалом цилиндра мгновенно приводит к «схватыванию» металлов и заклиниванию двигателя.
Разумеется, конструкторы двигателей, принимая во внимание эти свойства металлов, разработали несколько способов решения проблемы. Один из них — блоки цилиндров с «мокрыми» гильзами.
Еще в 30-е годы прошлого века получила распространение такая схема: в алюминиевый блок цилиндров устанавливаются «мокрые» чугунные или стальные гильзы. Что называется, и «волки сыты (то есть блоки стали легкими), и овцы целы» — поршни и кольца «ходят» по традиционной твердой поверхности. Такая схема благополучно дожила до наших дней: многие моторы как отечественных, так и иностранных автомобилей имеют подобные блоки цилиндров (вспомним хотя бы наши «волги» и «москвичи»).
Однако простота решения проблемы оказалась весьма обманчивой — схема с «мокрыми» гильзами не лишена недостатков. Жесткость блока, где гильзы «живут» своей жизнью, снижается, что приводит к необходимости увеличивать толщину его стенок, а гильзы при обжатии головки блока деформируются, вызывая повышенный угар масла. Кроме того, такая конструкция оказалась чувствительной к перегреву — прокладка головки блока обычно теряет герметичность даже при не слишком большом и длительном превышении допустимой температуры двигателя.
Эти тонкости можно было не принимать во внимание до тех пор, пока двигатели оставались тихоходными и малонагруженными, а нормы токсичности выхлопа — весьма демократичными. Но к 80-м годам пошлого века ситуация изменилась, и конструкция, прожившая без малого полвека, перестала удовлетворять новым требованиям в полной мере.
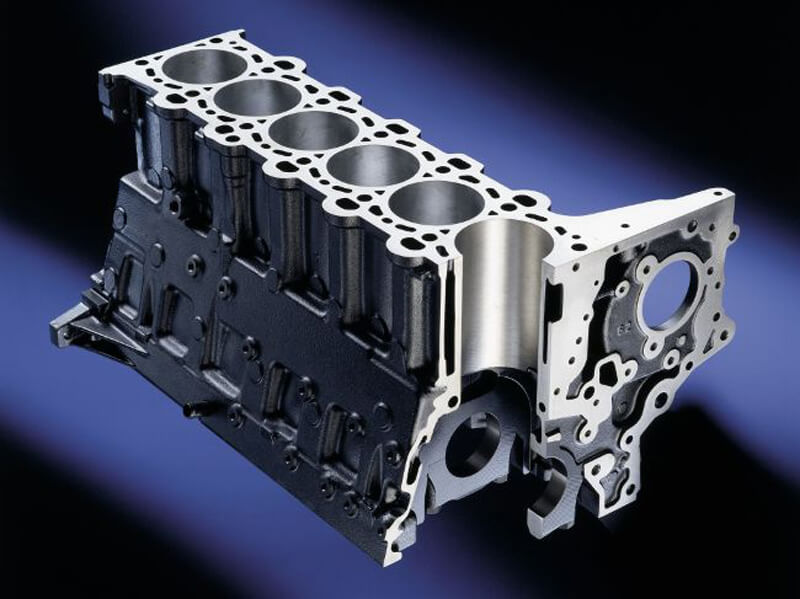
Следующим шагом стало появление блоков цилиндров из алюминия с «сухими» чугунными гильзами. Такая схема отрабатывалась многими производителями, но компания Honda первой внедрила в массовое производство конструкцию алюминиевого блока с залитыми тонкими «сухими» чугунными гильзами, и с конца 70-х годов все моторы этой фирмы стали оснащаться такими блоками. Постепенно эта схема завоевала своих сторонников — к 2000-му году такие блоки применяли Renault, Volvo, GM, Suzuki, Subaru, Rover и другие производители.
Нередко вместо чугуна гильзы выполняют из композиционных материалов на чугунной основе. Износостойкость таких гильз значительно выше, чем у цельнолитых чугунных блоков (применение дорогостоящих композиционных материалов при изготовлении последних неоправданно, по экономическим соображениям, из-за их большой массы).
Схема с «сухими» гильзами реализует все преимущества легких алюминиевых блоков, прекрасно сочетая их с технологичностью чугунных, а именно: с возможностью растачивания и хонингования цилиндров в увеличенный (ремонтный) размер поршней. Вместе с тем и эта схема не свободна от недостатков. Чугун, из которого изготовлена гильза, имеет меньшие, нежели алюминий, коэффициенты теплового расширения и теплопроводности. Необходимы специальные меры для исключения «отрыва» гильзы от алюминиевой стенки (с этой целью нередко гильзу снаружи делают ребристой). При этом рабочий зазор поршня в цилиндре, как и в простом чугунном блоке, при нагреве уменьшается, а при охлаждении увеличивается, даже если материалы поршней и блока одинаковые. В результате при больших пробегах возможно появление «холодного» стука поршней и, как следствие, повышенного угара масла.
Цельноалюминиевые блоки цилиндров появились приблизительно в те же годы. Технологию их производства отработала немецкая фирма Mahle. Суть идеи заключается в том, что сохраняется пара «железо-алюминий» для поршня и цилиндра, но при условии, что цилиндр выполнен алюминиевым, в то время как алюминиевый поршень гальванически покрыт тонким (0,02- 0,03мм) слоем железа.
Теперь все встало на свои места: поршень в цилиндре не заклинит, зато тепловое расширение цилиндра и поршня практически одинаково. Тогда рабочий зазор не будет «гулять», и его можно сделать очень малым (0,01-0,02 мм), не боясь возникновения задиров и «прихватов». Значит, ресурс деталей повысится, по крайней мере, в 1,5 раза.
Однако то, что в теории просто, на деле оборачивается новыми проблемами. На практике, когда поршневые кольца работают по алюминию, ресурс поршневой группы оказывается невелик вследствие слишком «мягкой» рабочей поверхности цилиндра.
Проблему решили, применив специальную технологию литья блока из алюминиевого сплава с содержанием кремния более 18%. Быстрое охлаждение участков заготовки блока в зоне цилиндров приводит к направленной кристаллизации кремния y зеркала цилиндров. Далее, после механической обработки поверхность цилиндров дополнительно обрабатывают химическим травлением. В результате этой операции кислота, взаимодействуя преимущественно с алюминием, «вымывает» его слой толщиной несколько микрон, оставляя на поверхности лишь кристаллы кремния.
Теперь и поршень, и поршневые кольца будут «работать» не по алюминию, а по твердому кремнию — износостойкость и долговечность этих пар трения гарантирована, причем она заметно выше, чем у обычных чугунных цилиндров. Правда, при этом поршневые кольца, все без исключения, должны иметь твердое хромовое покрытие, поскольку именно этот металл обеспечивает наивысшую износостойкость в паре с кремнием.
Блоки цилиндров, изготовленные с помощью описанной технологии, получили достаточно широкое распространение у немецких производителей автомобилей: это двигатели Mercedes V8 и V12, Audi V8, Porsche L4 и V8, BMW V8 и V12. Та структура материала, которая получена на поверхности цилиндров этих цельноалюминиевых блоков, по терминологии фирмы Mahle называется Silumal. Поршни для таких блоков имеют особое покрытие Ferrostan (фирма Kolbenschm >Описанные цельноалюминиевые блоки прекрасно ремонтируются, их можно растачивать и хонинговать в ремонтный размер без всяких ограничений. Правда, при ремонте необходима специальная операция — финишная доводка поверхности цилиндров.
К сожалению, при всех преимуществах пара «Silumal-Ferrostan» (цилиндр-поршень) все-таки не идеальна. В отличие от традиционных чугунных блоков цельноалюминиевые очень «не любят» перегрева и плохой смазки. В таких нештатных условиях на поверхности цилиндров нередко возникают глубокие задиры, практически выводящие двигатель из строя. Это естественная плата за меньшую прочность и твердость алюминиевого сплава по сравнению с чугуном.
В отличие от цельноалюминиевых блоков покрытие Nicasil не требует каких-либо изменений материала поршней, т.к. по этому покрытию прекрасно работают и обычные алюминиевые поршни. А вот с поршневыми кольцами для этих блоков ситуация сложнее. Традиционные хромированные кольца не подходят: два сверхтвердых материала (хром и Nicasil) плохо сочетаются друг с другом. Поэтому для цилиндров с твердым покрытием рекомендуются другие кольца — например, чугунные фосфатированные без твердого покрытия.
Мотористы, впервые встретившие алюминиевые блоки цилиндров в своей практике, нередко путают их и не могут точно определить, с каким именно блоком — с покрытием или без него — они имеют дело. На самом деле установить тип блока просто: достаточно «царапнуть» острым металлическим предметом по верхнему краю цилиндра. Цельноалюминиевый блок царапается очень легко, причем царапина получается глубокой, поскольку поверхность цилиндра из мягкого алюминиевого сплава. На чугунном цилиндре царапины будут незначительными. И лишь на покрытии Nicasil не останется никакого следа — настолько высока его твердость.
Несмотря на то, что износостойкость покрытия Nicasil существенно превышает аналогичный показатель обычных чугунных блоков цилиндров, некоторые недостатки этой технологии все же надо отметить. Основа блока — алюминиевый сплав — остается относительно «мягким», поэтому при серьезных поломках (обрыв шатуна, прогар и разрушение поршня) тонкое покрытие легко пробивается и уже не может быть восстановлено. Да и в случае естественного износа ремонт, как правило, не предусматривается, т.к. покрытие имеет малую толщину, из-за чего при обработке цилиндра можно легко обнажить алюминий. По этой причине ремонтных поршней для большинства таких блоков «в природе» не существует (лишь для некоторых моторов выпускаются ремонтные комплекты поршневой группы с увеличенным на 0,08-0,10 мм размером).
Но если фирма-производитель не предусматривает технологии ремонта, это вовсе не значит, что изношенный блок нельзя отремонтировать. Скажем больше — алюминиевый блок цилиндров, изготовленный по любой из описанных выше технологий, как правило, подлежит ремонту не только в случае износа цилиндров, но даже при более серьезных повреждениях. Как это можно сделать, мы расскажем в наших следующих публикациях.
Другие наши статьи.

В этом алюминиевом блоке «сухие» чугунные гильзы хорошо заметны невооруженным глазом, чего нельзя сказать о большинстве подобных блоков
Алюсил? Не, не слышал
Сам по себе алюминий – металл достаточно мягкий, – это знают все, кто гнул в детстве бабушкины алюминиевые вилки. И даже прочности его сплавов, которые используются в автомобилестроении, недостаточно для использования на поверхности цилиндра – он попросту не выдержит трения поршневых колец.
Но соблазн использовать цельноалюминиевый мотор слишком велик. Масса алюминиевого блока в разы меньше, чем у чугунного, он лучше прогревается, у него меньше напряжения в сопряжении блока и головки цилиндров. Казалось бы, запрессовать чугунные гильзы в алюминий и успокоиться, но и тут есть сложности.
Так называемая «мокрая» посадка гильзы, как на моторах ЗМЗ V8, не обеспечивает достаточной жесткости и не технологична, а «сухая» гильза, которую заливают в блок на этапе отливки или штамповки, обходится дорого. И в любом случае чугун ухудшает теплопередачу и тепловой зазор приходится оставлять большим из-за разного коэффициента расширения металлов. А новые требования к моторам заставляют искать способы уменьшения зазоров в цилиндрово-поршневой группе для усовершенствования работы «на холодную» и улучшения экологичности.
Газ-53 с двигателем ЗМЗ V8
Выход нашли сначала в нанесении на алюминий очень тонкого слоя особопрочного материала. Пример тому – покрытие по технологии Nikasil из сверхтвердого карбида никеля, наносимое гальваническим методом на алюминиевую гильзу цилиндра.
Технология была разработана в 60-е годы для роторно-поршневых моторов NSU и применялась на легендарных Ro-80 и на некоторых Porsche, а в 90-е годы пришла в массовое автомобилестроение. Но совсем ненадолго. Буквально за пять-шесть лет выпуска производители «разочаровались» в технологии. Формальным поводом стали случаи разрушения прочнейшего покрытия из-за химических проблем: например, при использовании высокосернистого топлива. Особенно часто сложности встречались в северных штатах США и в Канаде.
NSU Ro 80 ‘1967–1977
Отзвуки громкого скандала с никасилом дошли и до нас, но это как раз тот случай, когда проблема оказалась вовсе не технической – просто это очень дорогой способ, и у него «нашли» «недостаток». Хотя дело было скорее в низкой технологичности и высоких шансах на производственный брак при сложной процедуре. Забавно, что громкий отказ в массовом автомобилестроении от никасила никак не повлиял на его использование в мотоспорте и на заряженных гражданских мотоциклах: там он по-прежнему весьма популярен.
Но потерпев неудачу с никасилом, конструкторы не отчаялись и обратились к более технологичным аналогам. Вспомним, что чугун в моторах появился не просто так. На поверхности этого металла при обработке проявляются зерна графита, благодаря твердости которых чугунные цилиндры обладают высокой износостокостью. Если насытить алюминий кремнием выше определенного порога, то можно получить своеобразный «алюминиевый чугун» – заэвтектический сплав, в котором кремний будет содержаться в виде очень твердых износостойких зерен.
Достаточно лишь в блоке цилиндров, отлитого из заэвтектического сплава, специальным образом обработать поверхность цилиндра, «осадив» алюминий и оставив зерна кремния на поверхности. Технология Alusil или Silumal, основанная на этом принципе, а также гильзы по технологии Locasil, оказались крайне инновационны и недороги. Во многом этот способ даже дешевле «сухих» чугунных гильз в алюминиевом блоке. А о достоинствах цельноалюминиевого мотора я уже писал выше. И все же вал отказов моторов с алюсиловыми цилиндрами вполне обоснованно ставит под сомнение надежность самой технологии. Но в ней ли проблема?
В теории все отлично
Если ограничиться только широкоизвестными примерами «неудачных» моторов, то можно подумать, что именно в покрытии цилиндров и заключена суть проблемы. Но стоит приглядеться подробнее и обнаружится, что весьма удачных моторов с технологией Alusil хватает. Вот, например, серия двигателей M112-M113 от Mercedes, которые вполне обоснованно считаются крайне надежными, беспроблемными и неприхотливыми. И не беда, что тут гильзы цилиндров с алюсиловым покрытием – моторы проходят все 300-500 тысяч километров до проблем с поршневой группой, и известны примеры с куда большими пробегами – при нормальной эксплуатации износ в этом сопряжении практически отсутствует. В чем же разница между ними и признанными «неудачниками» серии М272-М273?

Двигатель Mercedes-Benz M113.M273
Алюминиевые блоки обеспечивают более стабильные характеристики поршневой группы при нагревании, позволяют почти без ущерба давать нагрузку на непрогретый мотор, а в итоге гарантируют лучшую экологичность и экономичность. И с ресурсом в теории тоже все хорошо: очень «скользкое» покрытие с минимальным коэффициентом трения, хорошими характеристиками удержания масляной пленки и высочайшей твердостью поверхностного слоя может работать очень-очень долго. Почти так же долго, как и очень дорогой Nikasil, и больше, чем чугун. Почему же на практике получается иначе?
Разберем подробно на примере пары двигателей: надежного М112 и крайне неудачного М272 от одного производителя, почтеннейшего Mercedes-Benz. Оба двигателя ставили на целый ряд машин, от С- до S-классов и тяжелых внедорожников на протяжении более 10 лет. Самое время проанализировать накопленный опыт. Представлю героев этой статьи подробнее.
Хороший пример
Моторы серии М112-М113 – унифицированное семейство моторов V6 и V8, с углом развала блока 90 градусов, с рабочим объемом от 2,6 до 5,4 литра. Моторы V8 отличаются от V6 только наличием еще двух цилиндров и отсутствием балансирного вала в развале блока, в остальном они идентичны. На базе шести- и восьмицилиндровых моторов этих серий делали и компрессорные агрегаты для машин AMG.
Блок цилиндров из алюминиевого сплава, сухие гильзы из заэвтектического алюминиевого сплава. Кованый коленчатый вал, кованые шатуны, привод ГРМ двухрядной роликовой цепью, по одному респредвалу на ГБЦ (SOHC), три клапана на цилиндр: два впускных, один выпускной. Распределенный впрыск, система зажигания с двумя свечами на цилиндр. Фазовращателей нет. Впускной коллектор переменной длины. Простой термостат, привод вентилятора через вискомуфту, температура термостатирования 87 градусов. Охлаждение масла в водомасляном теплообменнике.
Двигатель Mercedes-Benz M112
Мощностные показатели более чем неплохие, особенно с учетом сравнительно небольшой массы моторов и малых размеров – ГБЦ очень компактные. Моторы V6 с рабочим объемом 3,7 литра без наддува выдают до 245 л. с. и 344 Нм, а V8 объемом 5,4 литра – все 367 л. с. и 530 Нм крутящего момента. Компрессорные варианты – так и вовсе вплоть до 650 л. с.
Основные недостатки конструкции давно известны. Сравнительно высокий расход масла на угар из-за малого натяга поршневых колец и быстрого износа сальников выпускных клапанов. Течи масла с теплообменника двигателя, а при загрязнении системы вентиляции картера и с крышек ГБЦ, а также других мест. Не очень высокое качество резиновых уплотнений, но сальники выпускных клапанов выходят из строя в основном из-за высокой температуры единственного выпускного клапана.
Трескаются выпускные коллекторы из-за конструктивных просчетов. Сложно менять свечи нижнего ряда, и этой процедурой пренебрегают при обслуживании, из-за чего моторы часто не выдают расчетные характеристики. Сравнительно мал ресурс катализаторов, а при прогрессировании расхода масла они выходят из строя очень быстро. Выпускной коллектор имеет изнашиваемые заслонки, которые теряют уплотнение к пробегу в 200-350 тысяч километров и иногда выходит из строя их привод, после чего мотор значительно теряет либо в тяге «на низах», либо «на верхах».
Если вовремя заменить сальники клапанов, не допускать перегревов, вовремя устранять течи теплообменника и менять прокладки, то мотор даже со стандартным интервалом обслуживания в 15 тысяч километров и «оригинальном» масле способен на более чем 200 тысяч пробега. При качественном обслуживании и при пробегах «за 300» он вполне бодро себя чувствует, не требуя замены поршневой группы и цепей. Задиры поршневой группы на M112/113 – часто следствие пренебрежения интервалами замены воздушного фильтра, плохого масла и перегревов.
Причем перегреть этот мотор достаточно сложно, если только ездить с неисправным термостатом или порванным ремнем привода вентилятора и помпы. Моторы эти имели экологический класс Euro 3 и Euro 4, выпускались с 1997 года и считались очень удачными. Но прогресс – штука неумолимая.
Плохой пример
В 2004 году на моделях C-, E- и S-класса появились новые двигатели серии M272/273 с примерно такими же характеристиками. Моторы серии M113 оставили только для «проходимца» G55. Чем же новые агрегаты были хуже и почему для владельцев они превратились в символ угасания качества марки Mercedes?
Серия двигателей M272-M273 тоже унифицирована, это V6 и V8 охватывает диапазон рабочего объема с 2,5 до 5,5 литра. На первый взгляд моторы мало изменились в сравнении с предшественниками, но тем не менее где-то кроются те изменения, которые сказались на надежности самым радикальным образом.

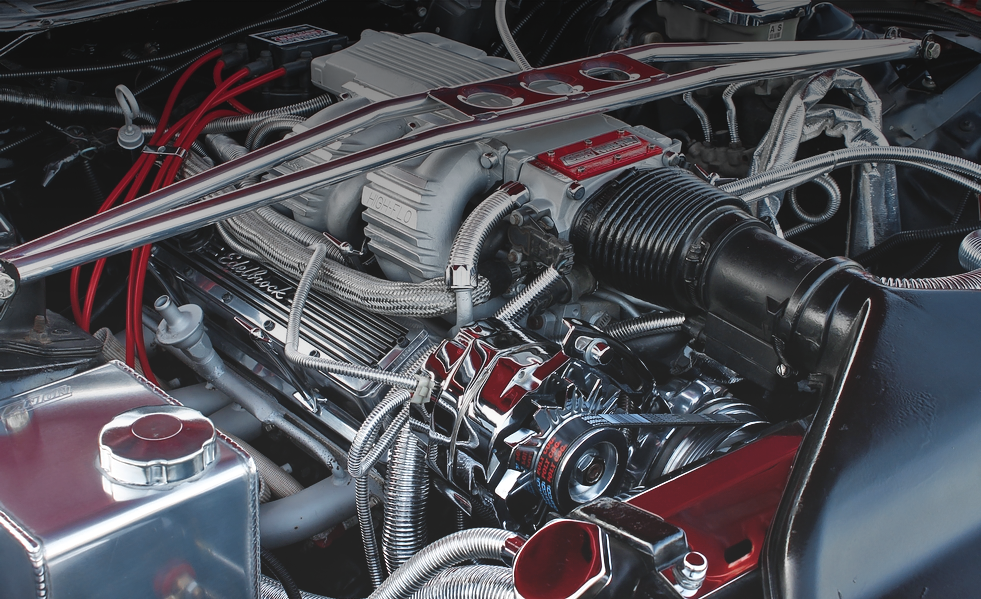
Под капотом Mercedes-Benz SLK 350 ‘2004–07
Блок цилиндров с тем же межцентровым расстоянием, тоже алюминиевый. Целиком отлит из заэвтектического алюминиевого сплава, гильз не имеет. Кованый коленчатый вал, кованые шатуны, привод ГРМ двухрядной роликовой цепью. Два верхних распредвала в каждой ГБЦ (DOHC), четыре клапана и одна свеча на цилиндр. Фазовращатели на впускных и выпускных валах. Впрыск распределенный на большинстве моделей, но есть и варианты с непосредственным (CGI) впрыском. Впускной коллектор переменной длины. Электровентиляторы системы охлаждения, управляемый термостат с электронным управлением. Температура термостатирования без учета нагревательного элемента уже 100 градусов. Охлаждение масла происходит в водомасляном теплообменнике.
Масса и габариты моторов выросли: весить агрегат стал в среднем больше на 10-15 кг и прибавил в ширину восемь см. Правда, мощность немного подросла. Самые объемные V6 3,5 литра выдают 272-316 л. с. в варианте с обычным и непосредственным впрыском, а 5,5 литра V8 все 388 л. с. Крутящий момент остался прежним, 350-360 Нм для V6 и 530 Нм для V8, но сместился в зону низких оборотов: если у М112 максимум достигался при 3 000-3 500 оборотах, то у М272 это уже 2 400-2 500 оборотов, что хорошо сказывается на динамике и экономичности.
Казалось бы, совершенно непринципиальные изменения. Но вот недостатков у нового мотора оказалось куда больше, чем преимуществ. Первые серии двигателей поразили «новшеством» в виде небывало низкого ресурса ГРМ. При пробегах всего в 60 тысяч километров могучая двухрядная цепь могла перескочить и загнуть клапаны мотора. Учитывая специфику V образных двигателей, часто это приводило к отрыву клапанов и полному разрушению агрегата.
Система непрерывного изменения фаз ГРМ оказалась капризной и дорогой: первые ее варианты имели ресурс опять же в пределах 80-100 тысяч километров и хорошую вероятность отказа при меньшем пробеге. Вина лежит в основном на неудачно выбранном материале цепи балансиров, которая быстро изнашивалась, ломала зубья, но сама цепь ГРМ и материалы звезд ГРМ тоже оказались излишне мягкими и изнашивались следом.
И впускной коллектор оказался с сюрпризом: если на моторах М112 выход его из строя был редкостью, то на М272 его замена выполняется уже в рамках обычного техобслуживания, примерно каждые 60 тысяч километров. Mercedes доработал конструкцию, но на это ушло немало времени. Недостатки ГРМ в основном устранили после 2007 года, когда стабильный ресурс цепи достиг примерно 120 тысяч километров, и система управления фазами тоже была доработана для достижения стабильного ресурса, сравнимого с ресурсом цепи. Впускной коллектор так и остался проблемным местом.
Нужно отметить, что все работы по ГРМ на этом двигателе очень дороги, а звезда балансирного вала меняется только вместе с самим валом, что требует снятия двигателя. Стоимость работ и материалов составляет не меньше 200 тысяч рублей. Ну а цена впускного коллектора в 60 тысяч рублей на фоне этого может считаться просто мелочью, тем более что «гаражный сервис» заслонки просто удаляет и без видимого вреда для мотора.
Еще одна проблема проявилась именно с поршневой группой этого двигателя: задиры цилиндров и связанный с ними высокий расход масла стали проявляться при совершенно смешных по мерседесовским меркам пробегам, порядка 80-100 тысяч километров, причем для моторов после 2007 года эта сложность могла вылезти раньше, чем заканчивался ресурс ГРМ.
Как следствие всех этих особенностей выросла стоимость эксплуатации и число отказов, в том числе требующих замены блока цилиндров или гильзовки. Но в общем-то и проблемы «предка» в лице М112 никуда не делись: слабые уплотнения, система вентиляции, теплообменник все также протекает и катализаторы умирают быстро. Правда, такой мотор масла практически не расходует, в отличие от предшественников, для которых пол-литра или литр на 15 тысяч километров пробега был в общем-то нормой, которая еще не говорила о начинающихся проблемах. Самое время взглянуть внимательнее, чем еще отличаются моторы и что может влиять на ресурс поршневой группы. И причем тут вообще алюсил.
Самое очевидное, что сказывается на условиях работы поршневых колец и сальников клапанов, – это изменение рабочей температуры. 87 градусов против 100 кажется не такой уж значительной прибавкой, но надо учесть еще и режим работы вентиляторов. Вискомуфта на М112 обеспечивает резкое снижение температуры сразу после открытия термостата при исправной работе и при заклинивании, а электровентиляторы на М272 срабатывают только при 107 градусах, даже если термостат открылся раньше. Побочным эффектом управляемого термостата является и резкое повышение вероятности детонации при ускорениях после пробок – мотор не успевает остыть быстро даже при снижении порога термостатирования под нагрузкой. А детонация для алюсилового мотора легко разрушает легкий слой поверхностного упрочнения.
Поршни, на первый взгляд, разнятся мало: почти одинаковая компрессионная высота, высота самого поршня различается меньше чем на 3 мм, но вот жаровой пояс у новых моторов М272 составляет всего 5 мм против 7,5 мм у М112. При прочих факторах это означает заметно худшие условия работы поршневых колец: они находятся в гораздо более горячей зоне. А еще маслофорсунки на моторе М272 имеют меньший расход масла, что явно не лучшим образом сказывается и на температуре поршня и, опять же, на условиях работы поршневых колец.
И снова отличия вроде бы невелики, но в сочетании с большим количеством частиц износа в картере мотора из-за износа ГРМ, вероятностью разгерметизации впускного коллектора или отрыва его заслонок, более быстрым износом сальников клапанов из-за повышенной температуры, ресурс поршневой группы сокращается в два-три раза, а число отказов и вовсе в несколько раз.