В процессе эксплуатации коленчатый нал изнашивается: иногда происходит равномерное утонение его шеек, но чаще искажается их геометрическая форма, появляется овальность, конусность и бочкообразность. Кроме того, под действием закономерных циклических нагрузок возможно образование на поверхности шеек и щек усталостных трещин.
Так как коленчатый вал работает в очень тяжелых условиях, к состоянию его предъявляются высокие требования. При постановке судна на ремонт коленчатый вал подвергается дефектации: тщательному обмеру для определения фактических размеров и геометрической формы рабочих шеек, визуальному осмотру для выявления возможных трещин и прочих повреждений.
Рекомендуется, кроме визуального осмотра, производить дефектоскопию, так как незаметные на глаз трещины могут и дальнейшей эксплуатации привести к поломке вала.
На осмотренный и обмеренный вал составляется акт дефектации, используемый при решении вопроса о дальнейшем использовании вала, необходимом ремонте, выбраковке и т. п. Данные акта сравниваются с требованиями, предъявляемыми к состоянию коленчатого вала.
Требования к состоянию коленчатого вала при сборке нового двигателя или после большого ремонта следующие:
1. Несоосность рамовой шейки относительно двух крайних шеек (абсолютная несоосность) не должна превышать: для шеек диаметром до 180мм – 0,025 – 0,03мм.
Несоосность рамовой шейки относительно оси, проходящей через две любые шейки (относительная несоосность) не должна превышать для шеек диаметром до 180мм 0,01мм, свыше 180мм – 0,015 – 0,02мм.
2. Ось мотылевой шейки должна быть параллельна оси рамовых шеек. Допускаемая непараллельность 0,1 мм/м.
3. Торцовая плоскость соединительного фланца, должна быть, перпендикулярна оси вала. Допускаемая неперпендикулярность составляет при жестком соединении фланца на более 0,05 при прочих соединениях не более 0,3 мм/м.
4. Углы разворота между мотылями относительно любого мотыля принятого за базу, должны быть, выдержаны в пределах ±30мин.
5. Эксцентриситет, т. е. расстояние между осями мотылевой и рамовой шеек, выдерживается с точностью от ±0,1 до ±0,25мм.
6. Диаметры одноименных шеек могут различаться не более чем на величину допуска 2-го класса.
7. Овальность, конусность, бочкообразность и корсетность рамовых и мотылевых шеек не могут превышать 0,03мм у тихоходных и 0,01мм у быстроходных двигателей.
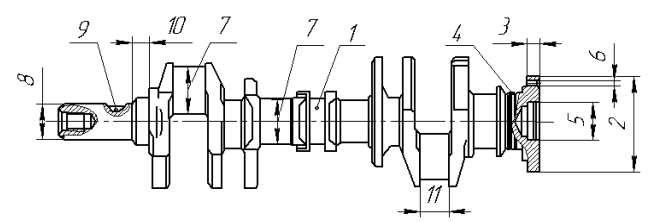
Рис. 16. Основные дефекты коленчатого вала на примере судового дизельного двигателя : 1 — изгиб вала 2- износ наружной поверхности фланца 3-биение торцевой поверхности фланца; 4 — износ маслосгонных канавок; 5- износ отверстия под подшипник; 6-износ отверстий под болты крепления маховика ; 7 — износ коренных и шатунных шеек; 8-износ шейки под шестерню и ступицу шкива; 9- износ шпоночной канавки по ширине; 10- увеличение длины передней коренной шейки; 11 — увеличение длины шатунных шеек
Оборудования и оснастка. Лабораторный стол, призмы, стойка микрометра С-IV, шкив Ш-П-Н, Лупа 4Х-кратного увеличения, микрометр МК, штангенциркуль ШЦ 1-160-0.1, штангенциркуль ПР-250-00.5, Индикатор часового типа, микрометрический глубиномер 0-100, штанген-глубиномер.
Дата добавления: 2015-12-16 ; просмотров: 4430 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Коленчатый вал в сборе перед ремонтом тщательно промывают, обезжиривают и прочищают его масляные каналы. Заглушки полостей шатунных шеек (рис. 145) пробивают металлическим стержнем и молотком внутрь полости и затем извлекают их. Масляные полости прочищают стальными ершами, промывают и продувают сжатым воздухом.

Коленчатый вал изготовлен из стали 50. Шатунные и коренные шейки подвергнуты поверхностной закалке нагревом током ВЧ на глубину 3,5-4,5 мм, а шейки под передний и задний сальники на глубину 1-2 мм до твердости HRC 52-62.
Основными дефектами коленчатого вала являются погнутость вала, износ коренных и шатунных шеек износ шеек под передний и задний сальники, износ шпоночных канавок под шпонки шестерни коленчатого вала, переднего противовеса шкива коленчатого вала, повреждение резьбы под болт шкива коленчатого вала и износ гнезда подшипник направляющего конца ведущего вала коробки передач (для двигателя ЯМЗ-238).
После промывки коленчатый вал тщательно осматривают и проверяют на отсутствие трещин на магнитном дефектоскопе в продольном магнитном поле при силе намагничивающего тока 1000±50 А и концентрации ферромагнитного порошка в суспензии 25-30 г/л. Для контроля отсутствия трещин используют водную магнитную суспензию, состоящую из кальцинированной соды, хромпика кальциевого технического, эмульгатора ОП-7 или ОП-10 и глицерина.
Емкость бачка дефектоскопа для магнитной суспензии должна быть 50-60 л. Непосредственно перед контролем в магнитную суспензию добавляется 200 г магнитного порошка и суспензия тщательно перемешивается. В процессе использования магнитной суспензии ее необходимо периодически обогащать магнитным порошком — ежесменно добавлять порошка. Суспензия должна содержаться в чистоте. Загрязнения ее жирами, нефтепродуктами (маслом, керосином и др.) недопустимы. Замена суспензии должна производиться по мере ее загрязнения, но не реже 1 раза в неделю.
При проверке все контролируемые поверхности вала поливают суспензией в течение не менее 30 с. Через 10 с после окончания поливки намагничивающий ток выключают. При наличии трещин и других дефектов магнитный порошок откладывается на проверяемой поверхности в виде рисок или полос.
Коленчатые валы с прижженными шейками проверяют на магнитном дефектоскопе только после шлифовки шеек под ремонтные размеры с обязательной проверкой твердости шеек. Твердость шеек должна быть в пределах HRC 45-62.
После осмотра и проверки на магнитном дефектоскопе коленчатый вал промывают и проверяют диаметры коренных и шатунных шеек, диаметры шеек под шкив, передний противовес, шестерню, передний и задний сальники, ширину задней коренной шейки и шпоночных пазов, диаметр гнезда под подшипник ведущего вала коробки передач в заднем конце коленчатого вала.
Диаметр коренных шеек двигателя ЯМЗ-236 с № 155701, а двигателя ЯМЗ-238 с № 142100 был увеличен с 105-0,015 мм до 110-0,015 мм, а диаметр шатунных шеек двигателя ЯМЗ-236 с № 123021, двигателя ЯМЗ-238 с № 91050 был увеличен с 85-0,015 мм до 88-0,0,15 мм
Коленчатый вал заменяют при наличии трещин любого размера и расположения, задиров на шатунных и коренных шейках и биении коренных шеек, не устраняемых шлифованием под последний ремонтный размер. Биение средних коренных шеек относительно крайних допускается не свыше 0,08 мм. Проверка производится индикатором при установленных на призмы крайних коренных шейках.
При износе хотя бы одной коренной или шатунной шейки сверх допустимого (см. табл. 40), а также при наличии хотя бы на одной из шеек глубоких рисок или задиров все коренные или шатунные шейки перешлифовывают под один ремонтный размер. Номер ремонтного размера шатунных шеек может отличаться от номера ремонтного размера коренных шеек.
Все коленчатые валы (перед шлифовкой коренных и шатунных шеек) проверяют и при необходимости (если биение средних коренных шеек относительно крайних более 0,06 мм) правят на гидравлическом прессе.
Отремонтированный коленчатый вал динамически балансируют относительно общей оси крайних коренных шеек на специальных станках. Допустимая несбалансированность коленчатых валов должна быть не более 50 г/см.
Дефектовка коленчатых валов
Перед замерами коленчатого вала его поверхности (особенно коренные и шатунные шейки) тщательно протирают и наружным осмотром устанавливают наличие трещин, задиров, забоин, глубоких рисок и т. п. Характер и место расположения обнаруженных дефектов записывают в журнал (тетрадь) работ. Для выполнения дальнейших операций коленчатый вал устанавливают и закрепляют в центрах приспособления. При этом его вращение должно быть легким, но без заметного люфта. Если коленчатый вал не имеет центровых отверстий, его укладывают крайними коренными шейками на призмы, установленные на поверочной плите. Затем проверяют установку микрометра на "Нуль". После этого приступают к измерению диаметров коренных и шатунных шеек.
Измерение каждой шейки производят в двух поясах, расположенных на 1/4 длины шейки от щек (рис. 17). Счет поясов ведут от переднего конца коленчатого вала. В каждом поясе измерения производят: для коренных шеек — в плоскости кривошипа первой коренной шейки и перпендикулярно к ней; для шатунных шеек — в плоскости кривошипа измеряемой шейки и перпендикулярно к ней. Ориентировка замера коренных шеек по первому кривошипу необходима для того, чтобы оценить особенно опасную в отношении нарушения соосности (смещения осей симметрии) разносторонность износа этих шеек. Замер шатунных шеек в плоскости кривошипа и перпендикулярно к ней производится потому, что в этих плоскостях в результате износа диаметры шеек будут иметь между собой наибольшие отклонения.
дефектация цилиндр вал двигатель

Рис. 17. Схема измерений диаметров шеек и прогиба коленчатого вала
I — I и II —II —пояса измерений; АА и ББ —плоскости измерений.
На основании полученных измерений находят конусность, овальность и наибольший износ шеек вала. Конусность шейки определяется как разность ее диаметров, измеренных в разных поясах, но в одной плоскости, а овальность — как разность диаметров, измеренных в одном и том же поясе, но в разных плоскостях. Наибольший износ шатунной или коренной шейки устанавливается как разность диаметра предыдущего ремонтного размера шейки и наименьшего диаметра, полученного при ее измерении. Далее определяют биение коренных шеек вала и радиусы кривошипов. Наибольший прогиб вала находится по биению средних коренных шеек.
Для определения биения и прогиба вала индикатор со стойкой устанавливают так, чтобы наконечник измерительного стержня упирался в середину средней коренной шейки вала. Медленно поворачивая коленчатый вал, наблюдают за отклонениями большой стрелки индикатора и при наибольшем отклонении устанавливают стрелку на "Нуль". При дальнейшем вращении коленчатого вала записывают максимальные отклонения стрелки индикатора. При такой настройке индикатора его показания непосредственно дают величину биения ускоренной шейки. Прогиб вала численно равен половине величины биения С. Место наибольшего отклонения стрелки индикатора, а следовательно и наибольшего прогиба, отмечается мелом и краской. Однако в данном случае необходимо учитывать, что замечаемое по индикатору биение включает не только прогиб, но и овальность шейки.
Для определения радиуса кривошипа (рис. 18) шатунную шейку коленчатого вала ставят в верхнее положение 1 и замеряют штангенрейсмусом расстояние Н от плиты до шейки. Затем поворачивают коленчатый вал так, чтобы эта шейка встала в нижнее положение 3, и измеряют расстояние hот плиты до шейки.

Рис. 18. Измерение радиуса кривошипа коленчатого вала штангенрейсмусом
1— шатунная шейка в верхнем положении; 2— ось коренных шеек; 3— шатунная шейка в нижнем положении.
Измерения делают для каждой шатунной шейки в средней ее части. На основании измерений определяют величины радиусов кривошипов Rпо формуле