
На сколько можно фрезеровать голову на моторе 2106 (недоход поршня 1.9мм и круглая выемка присутствуют), чтобы дополнительно не вытачивать цековки на поршнях?
Вал будет Эстонец-3 (подъем клапанов 11.45/11.0)
UPD.
У maga675rus похожий конфиг мотора, подсказал, спасибо!
Ответ — до 2-2.5 мм можно.
И кое-что есть в книжке Сингуринди:
У двигателя ВАЗ-2106 поршень не доходит до верха плоскости блока 1,9 мм (у ВАЗ-21011 — 0,1 мм)… Фрезерование головки блока более чем на 3 мм опасно с точки зрения вскрытия водяных каналов.
Правда, Сингуринди не рассматривает тюнинговые валы, зато в книжке есть табличка про 2106, которой нет в перепечатках в интернете:

Всем доброго! В общем, фрезернул ГБЦ на 2 мм, купил р-вал 213, разрезную шестерню, ВВ провода Наиля, новое сцепление, выставил метку на шестерне по методу Травникова, все установил на место. Выставлял по длинной риске на блоке цилиндров (ВМТ) и двигатель нифига не запустился… Сколько не крутил — 0, начал "играть" трамблером влево-вправо и в крайнем левом положении трамлера начались подхваты, выставили трамблер в середину, чуть вынул его и провернули бегунок вправо, отпустил трамблер на место и вращая его снова влевую сторону все таки завели двигатель.
На следующий день поехал к корбюраторщику, он "подправил" зажигане жопомером и, мол, все готово. За эту операцию он взял с меня 200р и я уехал, в очередной и окончательный раз убедившись, что все эти регулировки на глаз можно сделать и самому с тем же успехом.
Взяв ключ на 13 я выехал на страсу с прямым участком дороги и начал "обкатывать" зажигание, с полным нажатием педали газа до конца 3 передачи в одну сторону и в сокойном режиме в обратную. Чуть крутану трамблер в сторону раннего зажигания и повторял операцию, чуть в позднее и опять испытывал. В общем "нащупал" таким образом оптимальный УОЗ для себя, что бы и тяга была и ничего не звенело.
Там же мы начали замерять разгон до 100 км/ч. (2 человека в машине). Включили Яндекс навигатор и по нему отмеряли 100 км/ч, по спидометру это оказалось 110 км/ч.
3 раза подряд результаты были около 13 сек. В первый раз примерно 13 с хвостиком, второй раз 12 с хвостиком и в последний раз почти ровно 13. С неотригулированной педалью сцепления, приходилось сильно её утапливать, что бы переключиться, что не позволяло переключать передачи с максимально возможной скоростью.
Но машина начала глохнуть уже после второго раза, сначала я подумал, может карб засорился, а точнее канал ХХ. Когда машина заглохла после после 3-го замера, уже подумал, что стершся шток (толкатель) бензонасоса, сразу оттуда мы поехали за этим штоком в магазин, но недоехав до магазина машинв заглохла окончательно, открыв капот я обнаружил, что слетел центральный провод с трамблер, а ВВ провод 3-го цилиндра тупо болтался на свече. Все поставил на место и двигатель ощутимо оживился, хотя и в момент замеров он не троил, тупо глох во время разворотов на трассе.
Короче, уже небыло настроения ехать снова делать замеры, я просто понял для себя, что до 100 км/ч она теперь разгоняется точно не больше, чем за 13 сек. Меня это пока что удовлетворяет. Есть еще кое какие мысли по доработке карба, вот тогда можно будет сделать окончательные замеры.
Итог: в первый раз в жизни, разгоняясь с педалью в пол, я почувствовал, как Жигули ускоряются, то есть чувствуется именно как машина ускоряется, не тупо слышно, что мотор набирает обороты, а именно чувствуется ускорение — это бесценно.
На 1 литре бензина в бутылке я проехал 11 км, в спокойном режиме, скажем так, в городском. В динамичном режиме не замерял.
Обороты теперь на первых трёх передачах не затухают вплодь до 6 тысяч, то есть стрелка тахометра уверенно идет до 5500-5800 оборотов. Раньше доходя до 4000 оборотов, стрелка тахометра как будто замирала.
P.S дал другу прокатиться, он подсадил еще 3 парней, 1 из них "всю жизнь" проездил на Жигулях, ну как проездил, он их убивал. Так вот он клялся, что под капотом 16 кл. двигатель и отказывался верить, что это карбюраторный 06 двигатель, удивлению его не было предела, когда они остановились и он открыл капот.
Результатом я даволен. В планах доработать карб, поставить облегченный маховик (хотя уже сомневаюсь), и выхлоп 4-2-1.
Цена вопроса:
Карбюратор Солекс 53 с разбора 1000р + его ремонт 1000р (цена нового 4500р)
Распредвал 213 с постелью 1800р
Разрезная шестерня 800р
Сцепление 1900р
ВВ провода Наиля 800р
Фрезеровка ГБЦ 500р
Плюс всякие мелочи, типа шлангов, прокладок, тяг и т.д еще около 800р
Как доработаю карб, все это дело тонко настрою — будет видео с замером до 100 км/ч.
Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. К примеру, нарушения сопряжения поверхности ГБЦ и блока цилиндров могут быть вызваны пробоем прокладки. Это влечет за собой и другие неприятности. Так, в масло попадает антифриз. В расширительном бачке и в системе охлаждения тоже будет масло. Если эксплуатировать автомобиль с такой неисправностью, то двигатель погибнет окончательно. Следовательно, проблему необходимо срочно устранять. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
Характеристика ГБЦ
Головка блока цилиндров, как уже было замечено выше, – один из важнейших узлов любых двигателей внутреннего сгорания. В головке установлены все основные детали газораспределительного механизма ДВС.
Это сложный элемент, и чаще всего изготавливается он из алюминиевых сплавов либо из легированного чугуна. Чтобы ГБЦ и блок цилиндров двигателя могли надежно взаимодействовать друг с другом, снизу ГБЦ расширена, а ее привалочная плоскость идеально ровная.
Особенности конструкции
В конструкции имеются самые разные элементы – это свечи зажигания, форсунки, свечи накала, распределительные валы. В головку интегрируются также клапана – впускные и впускные. Рядные двигатели оснащаются одной ГБЦ, а V-образные моторы имеют по отдельной головке на каждый ряд цилиндров.
Отверстия на ГБЦ необходимы для монтажа форсунок, свечей зажигания. В верхней нише установлены пружины клапанов, клапанные втулки, опорные шайбы, корпуса подшипников распредвала. Также в корпусе имеются отверстия для установки впускного и выпускного коллектора.
Когда нужна фрезеровка ГБЦ?
Итак, целью фрезеровки является процесс доводки поверхности головки, взаимодействующей с блоком цилиндров, до необходимых критериев привалочных плоскостей.
Данная операция выполняется в двух случаях. Обычно головку фрезеруют, когда делают тюнинг двигателя. Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС.
В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Возможно ли фрезеровать своими руками?
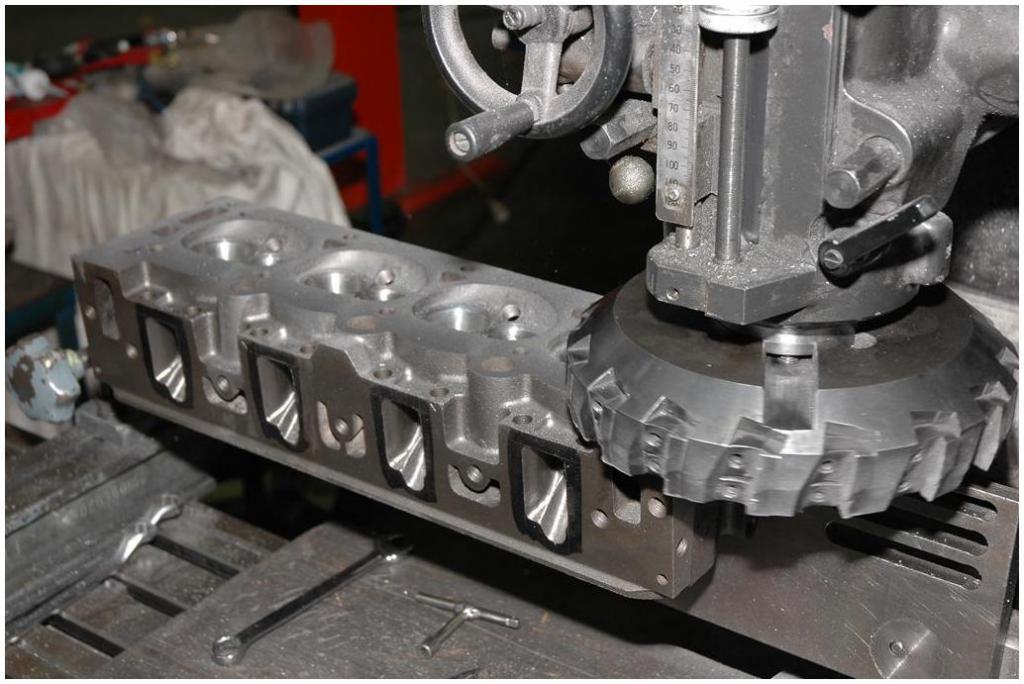
Нужно понимать, что фрезеровка ГБЦ невозможна без специального оборудования, а точнее – без фрезерного станка. При наличии такого станка в гараже операция выполнима. Что касается самого станка, то главное, чтобы он был хоть немного “живой”. Вручную же можно только провести шлифовку поверхности, если пригорела прокладка.
Когда головка демонтирована с мотора и установлена на станок, первым делом важна толщина фрезерования. В данном случае нужно узнать максимальную ремонтную глубину фрезеровки. Это указано в сервисной документации к автомобилю. Если этот параметр соблюдать, то никаких проблем с двигателем не возникнет.
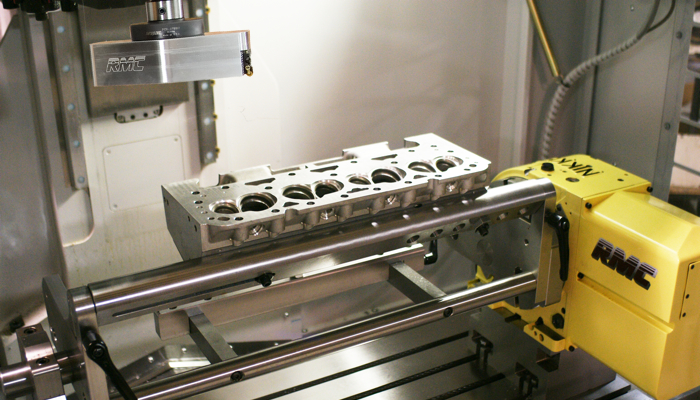
Не стоит пытаться выполнить работу самостоятельно. Современные станки для фрезеровки ГБЦ оснащены программной системой, которая имеет высокую точность. На глаз не удастся “снять” слой металла строго необходимой толщины. Гораздо лучше для нервов и бюджета воспользоваться услугами профессионалов.
Как зачистить поверхность от старой прокладки?
Это обязательно нужно выполнить перед шлифовкой фрезеровкой ГБЦ. Понадобится обыкновенный нож или точильный камень от заточных станков. Работая камнем, делают круговые движения или движения в форме восьмерки. Они обязательно должны быть максимально плавными.
После удаления остатков прокладки будет видно, как деформирована ГБЦ. Такую обработку следует проводить до тех пор, пока не будут выровнены все неровности. В итоге нужно получить максимально ровную и желательно зеркальную плоскость. Так обеспечивается хорошее уплотнение.
Как правильно подготовить ГБЦ?
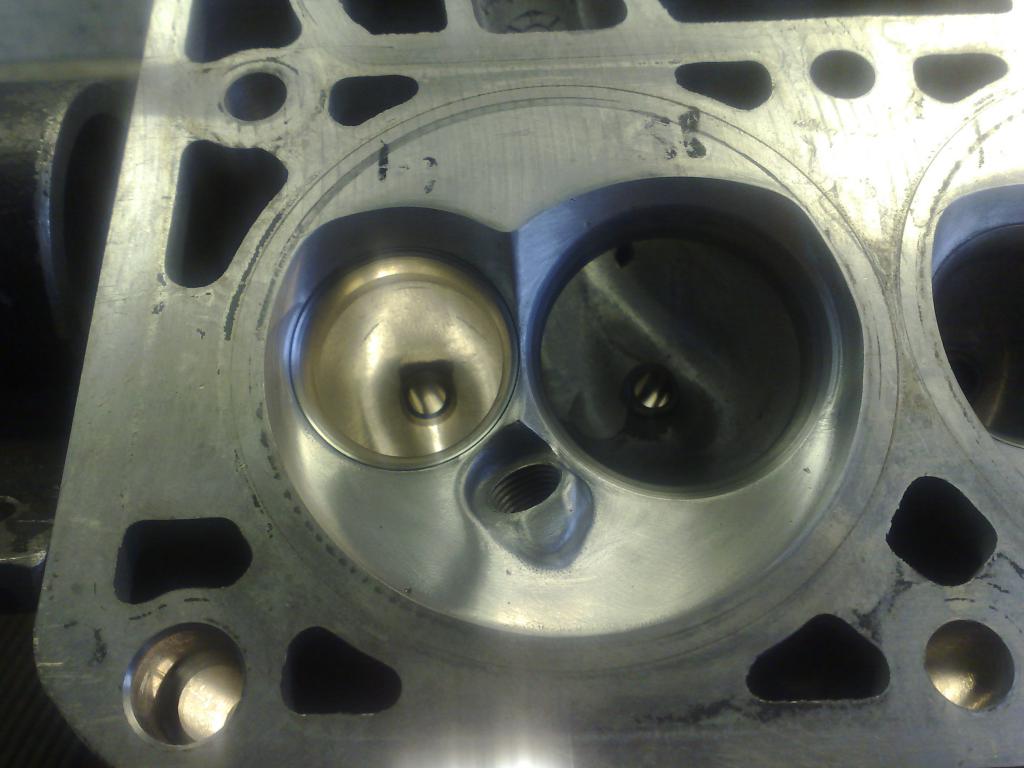
Следует помнить, что перед выполнением работ нужно проверить плоскости. Это можно сделать своими руками. Для этого нужен набор щупов и обыкновенная линейка. Последнюю кладут по очереди на каждую диагональ нижней плоскости ГБЦ и далее подбирают щуп, который пройдет между линейкой и привалочной плоскостью. Этот метод измерений не даст особой точности, но можно примерно понять, как деформирован узел. Обычно плоскость сильно деформируется в районе поршней, где имеется нагар, или в месте пробития прокладки.

Также следует учитывать, что фрезеровка ГБЦ ВАЗа должна выполняться только после полной проверки узла на микротрещины и другие дефекты. Перед этой операцией все дефекты должны быть исключены. Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.

После нанесения жидкости на поверхность ждут пять или более минут, прежде чем смыть ее. Если поверхность ГБЦ имеет дефекты, то красящий пигмент забьется именно в трещины. Но так можно обнаружить лишь внешние огрехи.
Фрезы
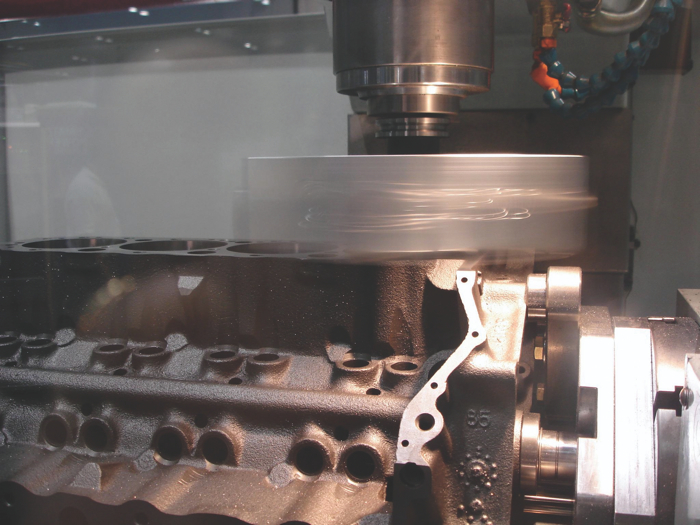
Станок важен не так сильно, как набор фрез для фрезеровки ГБЦ. Наиболее распространены торцевые фрезы с пятигранными пластинами. Они производились в СССР по ГОСТ 26595-85. Это мощные режущие инструменты для черновой и получистовой обработки стали и чугуна. Но данная фреза мало подходящая для работ с чистым алюминием. Однако при необходимости качество поверхности можно улучшить. Сменные пластины на таких фрезах не имеют канавки для схода стружки. Пластина получает ударные нагрузки, но качества поверхности нет. Но эти же пластины, оснащенные такой канавкой, позволяют получить поверхность в разы качественней. Что касается выбора сплавов, то он совсем маленький – в продаже можно найти Т5К10 и Т15К6.
Чтобы выполняемой своими руками фрезеровкой ГБЦ с имеющимися инструментом добиться лучших результатов, из фрезы убирают 6 клиньев и оставляют только две пластины. При работе на станке подача должна быть невысокой, а обороты – большими.
Заключение
Не имея должного опыта работы на фрезерных станках, не стоит пытаться заниматься фрезеровкой такой ответственной детали, как ГБЦ. Лучше всего довериться профессионалам, но выбирать нужно грамотно. Сейчас услуги предоставляют разные мастера, и не все одинаково квалифицированные и опытные.