Я навсегда запомнил слова своего преподавателя по ДВС: самое главное в цилиндро-поршневой группе — кольца. Тогда я этого не понял, сейчас я с ним полностью согласный. Кольца лакмусовая бумажка качества производителя. Это очень и очень высокотехнологичный продукт. Могу назвать целую плеяду производителей изготавливающих качественные поршня. Но в тоже время данные фирмы не могут сделать качественные поршневые кольца.
Поршневые кольца. Теория.
Капелька теории. Функции поршневых колец по степени важности для двигателя:
— уплотнение цилиндра в момент запуска двигателя;
— отвод тепла от тела поршня;
— удаление со стенок цилиндра излишней смазки;
— уплотнение цилиндра во время работы двигателя.
В нашем цилиндре три поршневых кольца, два компрессионных и одно маслосъемное. В немецкой технической литературе несколько раз встречал понятие «основное» компрессионное кольцо и «страховочное». Был этому сильно удивлен, пока не прочитал теорию «до дна». Оказывается, что давление на второе кольцо ниже в 10 раз. И если для примерного расчета взять максимальное давление вспышки бензинового двигателя 55 кГ/см2, то на второе кольцо уже действует давление «всего» 5,5 кГ/см2.
Очень много разговоров в Интернете и у «бывалых мотористов», о том как при сборке располагать поршневые кольца. Все в один голос говорят что «замки» колец должны быть расположены как «мерседесовская звезда», то есть разрывы расположены под углом 120 градусов, относительно друг друга. Прикол заключается в том, что правильные кольца в правильном поршне, очень очень медленно, но вращаются в процессе работы. И так или иначе наступает момент, когда «замки» колец, выстраиваются «на парад».
Поршневые кольца двигателя нива. Выбор.
Теперь практика применимая к нашему автомобилю. Все очень просто и незатейливо, для тех кто внимательно читает материалы моего сайта. Немецкие поршневые кольца Kolbenschmidt. В отличие от деталей «для Фиата», данное изделие сделано специально для вазовских поршней, диаметра 82мм и их ремонтных производных. Маслосъемное кольцо ЦЕЛИКОВОЕ. Еще могу отметить две вещи: идеальную геометрию и зазор замка в рабочем сжатом состоянии. На фото я постарался отобразить данный факт, просто положив друг на друга немецкое кольцо и русское (костромское). Надеюсь достаточно понятно, что и в сжатом виде данные кольца будут иметь разные зазоры между хвостами кольца. Данные кольца как положено, почти «по посадке» садятся в свои проточки, без каких либо лишних люфтов вверх-вниз. И очень часто на этапе сборки приходилось «выкидывать» поршни, просто потому что канавки были провалены по размерам, а немецкие кольца были «эталоном» данного размера, по своей высоте. В наличии кольца всех трех размеров, от номинала до второго ремонта.
Поршневая группа двигателя включает в себя — поршень, поршневые кольца и поршневой палец. Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуемы. Вот некоторые требования, которым должна соответствовать эта деталь:
— температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С;
— после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер. При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
— зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
— изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более стопятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение.
Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
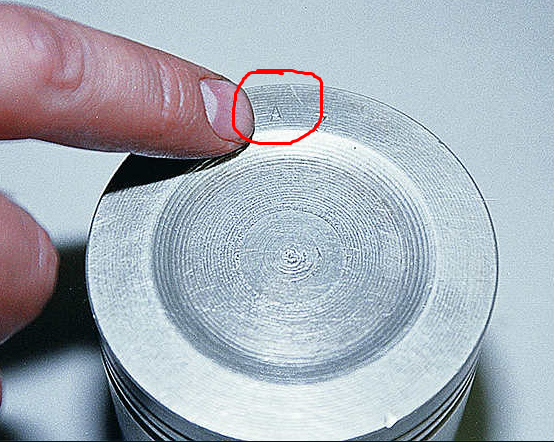
маркировка поршней
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке. Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой.
Маркировка наносится на поверхность рядом с отверстием под поршневой палец.
На поршне ВАЗ 21213 нанесены цифры -"213", на модели ВАЗ 2123 — "23".
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — "08","083", "10".
Поршень 2108 имеет диаметр 76мм , модели 21083 и 2110 — 82мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — "12"и "24" и отличаются глубиной выборки под клапана.
Модели 21126 и 11194 отличаются диаметром.
маркировка поршней ваз 2106, подгруппа
Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
«Жаровым поясом»(огневым) , называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру. Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок. Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070мм.
Для второго компрессионного кольца зазор — 0,035-0,060мм, для маслосъемного – 0,025-,0050мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3мм.
Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
«Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности. Юбка обеспечивает соосность положения детали к оси цилиндра блока.
Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий. На поверхность юбки(или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена. Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения. Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра. Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ. На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова. В разработке последующих конструкций принимают участие немецкие компании.
У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла.
В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла. При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе.
Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища.
При этом, для разных моделей это расстояние будет отличаться. Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность и разный коэффициент теплового расширения. Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр цилиндра.
При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня. Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра. Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы.
Палец и отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку. На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун». На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня. Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет — 0,004мм. Номер категории клеймится на днище. Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса.
Отличие в размерах составляет — 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет — первый класс, зеленый — второй, красный — третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра.
При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возростающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец. Ось отверстия смещена в горизонтальной плоскости от оси поршня. В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения. Такое конструктивное решение позволяет добиться плавности, при смене точек контакта поршня с цилиндром.
На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты.
Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей. Независимо от производителя, они должны соответствовать требованиям, рассчитанным для конкретной модели двигателя. Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Зазор между цилиндром и поверхностью поршня должен соответствовать величине установленной для данной модели двигателя.
Поршни номинального размера по своему диаметру относят к одному из пяти классов. Различие между классами составляет 0,01 мм.
Классы маркируются на днище буквами — (А, В, С, D, Е).
В качестве запасных частей поставляются поршни классов — А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор.
Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом — 0,01 мм. Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным наружным диаметром на 0,4 и 0,8 мм.
Для распознавания, на днищах ремонтных изделий ставится маркировка: символ "треугольник" соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ "квадрат" — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных.
Так для двигателя 2101 существовало три ремонтных размера: на 0,2мм., 0,4мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость.
Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0мм.
Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня. Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ — горячая штамповка(ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле.
Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром.
И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий.
Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы.
Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Вопрос-ответ
Для чего выемки на поршнях ваз?
Это выемки под клапана. Для того что бы не погнуло клапана при обрыве.

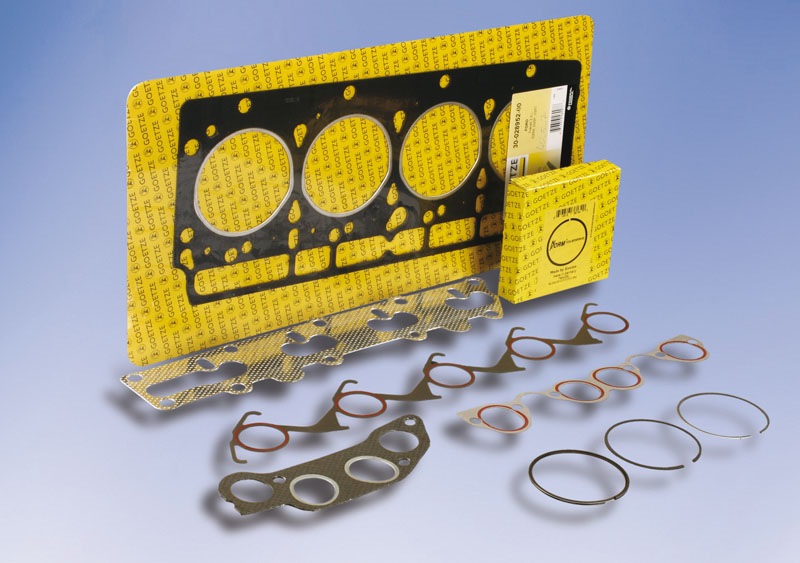
Кольца "GOETZE". Многие о них слышали, многие о них знают, но истории производства никто толком не читал. Я решил исправить эту момент и нашел интересную статейку про компанию "GOETZE". Которая в свою очередь специализируеться не только на производстве поршневых колец, а и сальников и прочих деталей двигателей.

Почему мой выбор пал на Кольца "GOETZE"? Да все потому, что на рынке выбор колец колеблиться от "Примы" до болгарской "Дружбы". Но за "Дружбу" отдавать 320 грн, у меня желания не было. Тем более если "GOETZE" стоит всего 170 грн.
Сurriculum vitae основателя фирмы Фридриха Вильгельма Гетце похоже на хрестоматийные истории об упорных, целеустремленных и удачливых предпринимателях. Детство в большой семье мельника, ранняя потеря отца, мечты о богатстве, обучение ремеслу паровозного механика и машиниста…
Стать машинистом Фридрих Гетце задумал неспроста. С железной дорогой, которая только строилась в его родных местах, да и с транспортным машиностроением вообще в те времена связывалось будущее.
К тридцати годам Фридрих Гетце достиг многого. Он поднялся по служебной лестнице от машиниста до старшего мастера по обслуживанию паровых машин большого завода (станки тогда приводились в движение в основном паром), имел служебную квартиру в пригороде Кельна Буршайде и приличное жалование. Вдобавок Гетце очень удачно женился. Именно тесть, зажиточный бюргер, помог ему осуществить его давнюю мечту и снабдил деньгами для открытия собственного дела.
Дело в том, что механик Гетце сам решил производить медные уплотнения для паровых вентилей. С ними ему пришлось изрядно помучаться на работе — его механики снова и снова разбирали вентили только потому, что купленные медные колечки оказывались с изъяном. И Гетце, работая по выходным в сарайчике рядом с домом, сам собрал ручной станок для изготовления уплотнительных колец из медной проволоки. Для начала оснастил ими все подведомственные ему паровые машины, а потом стал предлагать их другим механикам. А так как Гетце пользовался в округе заслуженным авторитетом и качество его уплотнений было хоть куда, то покупали их охотно. Оставалось развивать дело дальше.
Интересно, что, столкнувшись с технологическими проблемами (поршневые кольца двигателей внутреннего сгорания работали при куда более высоких нагрузках и температурах, чем в паровых машинах), Гетце решил их точно так же, как и братья Мале (см. АР № 9, 1998) — покупкой американской лицензии. Факт, лишний раз подтверждающий тогдашний технологический приоритет Америки.
Но что касается качества колец и прокладок, то оно получило признание даже за океаном. Гетце успешно представлял свою продукцию в Соединенных Штатах начиная с 1904 года, а потом даже открыл там собственное производство.
Однако в 1923 году здоровье Фридриха пошатнулось, и дела фирмы перешли в руки двух его сыновей. Незадолго до смерти Гетце-старшего в 1924 году частное предприятие Friedrich Goetze стало семейным акционерным обществом. И оставалось им на протяжении семидесяти лет — вплоть до 1993 года, когда фирму купили англичане из концерна T&N.
В 30-х годах поршневые кольца и прокладки Goetze ковали победу германских моторов в автогонках, в гражданских авиаперелетах и в блицкригах танков, мотопехоты и люфтваффе. А во время второй мировой войны они стали самым что ни на есть стратегическим товаром. Четыре тысячи человек на заводах Goetze работали исключительно по военным заказам. Но к весне 1945 года предприятия достались французским оккупационным властям практически в руинах.
Потом был период восстановления и послевоенный взлет фирмы, создание совместных предприятий в Аргентине, Бразилии, Индии, Франции. Открытие в 1973 году научно-исследовательского центра.
"Оригинальные сальники Goetze — для моторов автомобилей, тракторов, сельхозмашин, горной техники…"
Технологические успехи, в числе которых — методы нанесения металло-керамических покрытий колец в начале 70-х и безасбестовые прокладки головки блока в 1984 году.
Кстати, основным профилем фирмы была и остается поставка деталей на моторостроительные заводы — на это приходится три четверти от всего оборота. А главное — Goetze является разработчиком всей цилиндро-поршневой группы и работает по заказам многих автомобилестроительных фирм Европы. Когда инженеры-двигателисты, к примеру, фирм MAN или KHD, начинают разработку нового дизеля, им и в голову не придет разрабатывать цилиндро-поршневую группу самостоятельно — они обращаются к специалистам — например, на Goetze. Так и лучше, и дешевле.
Даже в России, где каждый автозавод стремится сделать в своих стенах последнюю гайку, время от времени это осознают…
Специалистам отечественной автомобильной промышленности имя Goetze было хорошо знакомо задолго до того, как желтые упаковки вазовских поршневых колец, прокладок головки блока или маслосъемных колпачков появились на рынках запчастей в начале 90-х годов. Ведь Goetze не только выпускает моторные комплектующие, но и продает технологии, know-how и оборудование для производства поршневых колец. В частности, и к нам в Россию.
Сотрудничать с СССР в Буршайде начали еще в 1969 году. Фирма Goetze тогда была 100-процентным поставщиком поршневых колец на конвейеры ФИАТа, и итальянцы привлекли своих партнеров для поставок оборудования на небезызвестный Мичуринский завод поршневых колец, который должен был снабжать конвейер только что построенного ВАЗа. К слову, так и было в течение десяти лет — до тех пор, пока ВАЗ не решил делать кольца самостоятельно и не закупил линию у японской фирмы Riken.
Разливка чугуна в формы и финальный контроль качества поршневых колец в 1937 году происходили примерно так же, как и сейчас — на полуавтоматических линиях
И теперь вазовские мотористы — одни из немногих в России, кто производит поршневые кольца вообще без использования технологии или оборудования Goetze.
Начиная с 80-х годов, станки и линии для механической обработки поршневых колец Goetze были проданы на Кустанайский завод, на Ярцевский моторный завод, который производит моторы для ЗИЛа, на ГАЗ (для комплектации газовского дизеля-"воздушника"), на КамАЗ, на ЯМЗ, на костромской завод Мотордеталь. Сейчас монтируется и налаживается оборудование на ставропольском заводе поршневых колец Стапри. Так что связи Goetze с Россией не слабеют.
Правда, из-за экономии валютных средств наши предприятия никогда не покупают технологическую цепочку целиком — только отдельные участки или станки. Как правило, приобретают только оборудование для прецизионной механической обработки колец, а литейки монтируют отечественные.
Жаль что про всеми любимый Москвич не написано ни слова) Но на Москвич они таки делают)