Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ).
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растет при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъемами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочетов — казалось бы, мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому все придется исправлять самим или на станции техобслуживания. Как? Об этом речь:
Стыковка каналов ГБЦ и коллекторов
Наиболее заметным «ляпом» наших производителей можно назвать неточную стыковку отверстий каналов ГБЦ и коллекторов. Еще с уроков физики мы помним, что любой бугорок на пути воздушного потока вызывает возникновение завихрений, а, следовательно, снижение его скорости. Здесь же у нас целые «ступеньки», от которых необходимо обязательно избавиться. Одновременно необходимо проверить прокладки под коллекторы, чтобы они также не создавали препятствий.
Желательно перед началом работ посадить коллекторы на штифты. Это необходимо по той причине, что крепеж коллекторов на автомобилях ВАЗ допускает небольшое смещение плоскостей ГБЦ и коллекторов относительно друг друга, что может привести всю работу к нулевому результату. Находим места на ГБЦ и коллекторах (2 штифта на каждый по краям) для удобного засверливания. В ГБЦ металлические штифты сажаем плотно, коллекторы же должны на них надеваться легко, но без люфтов. Проделайте необходимые отверстия в прокладке. Теперь точное позиционирование коллекторов и ГБЦ обеспечено.

Следует учесть то, что если диаметр канала ГБЦ немного больше (1-1,5 мм) диаметра канала впускного коллектора, но их соосность совпадает, то этим можно пренебречь, так как сколько-нибудь значимого сопротивления это не создаст. На выпуске создается аналогичная ситуация, только канал ГБЦ теперь может быть немного меньше канала выпускного коллектора.
Впускные/выпускные каналы ГБЦ
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Поперечное сечение канала не должно быть правильной окружности. Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.

Проводя увеличение диаметра каналов надо учитывать близлежащие внутренние коммуникации. При неаккуратной работе можно повредить маслоканал или канал рубашки охлаждения. При работе с ГБЦ восьмиклапанных двигателей, которые применяются на переднеприводных ВАЗах, надо быть предельно осторожным. Хотя это не убережет вас при расточке одного впускного канала, в котором маслоканал проходит настолько близко, что его вскрытие неизбежно. К сожалению, даже если канал останется невскрытым, он может быть просто прикрыт тонким слоем алюминия и позже прорвётся под давлением масла работающего двигателя.
Перед началом расточки желательно в маслоканал вогнать стальную втулку, но, к сожалению, это не самый удобный вариант. Лучше устанавливать стальные или алюминиевые втулки после вскрытия канала, либо заваривать канал аргоном.
Вначале определитесь: с коллектора или ГБЦ начинать расточку. При значительном увеличении диаметра каналов работы начинают в деталях с более тонкими стенками, а по их форме и положению затем растачиваются каналы сопрягаемых блоков. В классических двигателях ВАЗ принято начинать расточку с коллектора, потому что каналы ГБЦ имеют достаточный запас толщины для последующего совмещения.
Обратите внимание на части направляющих втулок клапанов, которые выступают в каналы. Они создают заметные помехи потоку, поэтому их стараются укоротить или заострить. Иногда втулки стачивают заподлицо со стенкой канала и, хотя это в лучшей степени оптимизирует его пропускную способность, но такая доработка снижает ресурс направляющих, у которых он и так невелик на форсированных двигателях.
Клапаны
Здесь доработки направлены на увеличение пропускной способности и уменьшение веса клапанов. Увеличить пропускную способность можно изменив профиль тарелки, а так же рабочие и дополнительные фаски клапана.

При переточке клапанов снимается лишний металл с обеих сторон тарелки клапана. На лицевой стороне делается небольшая выемка, а на тыльной уменьшается радиус перехода стержня в тарелку. Так же утоньшается тарелка и стержень клапана. Если вы не планируете менять втулки, то снимите лишний металл с ножки клапана от тарелки до направляющей втулки.
Уменьшение диаметра всей ножки потребует замены направляющих втулок с меньшим диаметром отверстия. На 8-клапанных моторах ВАЗ при уменьшении диаметра ножки клапана с 8 до 7 мм можно добиться снижения веса стержня на 23,5%. У 16-клапанных двигателей диаметр стержня изначально составляет 7 мм.
Можно поставить титаноалюминиевые клапаны, которые на 40% легче стальных, но они очень хрупкие и дорого стоят. Седла при этом приходится менять на бронзовые, которые более мягкие по сравнению с чугунными, что приводит к уменьшению отскока клапана при закрытии и дополнительно гасит ударные нагрузки.
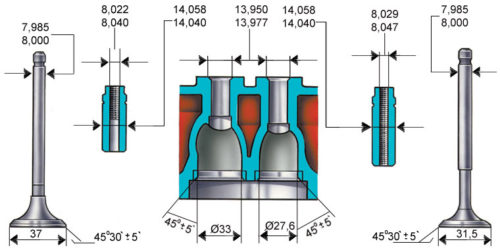
На 8-клапанных двигателях ВАЗ рабочие фаски делают уже, угол выпускных меняют на 45º, а угол впускных на 30º. В местах перехода тарелки клапана в рабочую фаску нарезают дополнительные фаски, что дает прирост около 5-6%.

Дальнейшая доработка предусматривает замену клапанов на увеличенные модели. Их можно устанавливать без замены седел, так как штатные позволяют несколько увеличить свой внутренний диаметр и диаметр рабочей фаски. Это практикуется на 16-клапанных ГБЦ 2112, на которые устанавливаются облегчённые увеличенные клапаны 32/27 «АЕ» (Federal Mogul) ВАЗ 2112 / Приора 16V.

Также возможна установка увеличенных клапанов, предусматривающая замену седел. При этом вырезаются родные седла и устанавливаются чугунные или бронзовые большего размера. В них нарезаются необходимые фаски и устанавливаются клапаны еще большего размера, чем рассмотренные ранее. Этот способ дороже первого, но наиболее эффективен, а для 8-клапанных ГБЦ автомобилей ВАЗ является единственным решением. Прибавка мощности с такой доработкой достигает 8-10%. В этом случае можно установить облегченные увеличенные клапаны 39/34 «СТК Мотор Спорт» ВАЗ 2108 / 2110 8V.
Чтобы вы могли лучше ориентироваться, мы приведем данные по клапанам, которые можно устанавливать на двигатели ВАЗ:
- — ВАЗ 2101-2107, 21213 – клапаны от 39/34 до 42/35;
- — ВАЗ 21083/2111 – клапаны от 39/34 до 40/34;
- — ВАЗ 2112 – клапаны от 31/27 до 33/29,
где в числителе указан диаметр тарелок впускных клапанов, а в знаменателе — диаметр выпускных.
Конечно, это не единственное решение, и вы можете подбирать размеры тарелок клапанов самостоятельно, но при этом необходимо учитывать, что для атмосферных двигателей оптимальным соотношением площади выпускного клапана по отношению к впускному — ¾ или примерно 75%. Это наглядно видно из следующих данных:
Если ваш автомобиль оснащен наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть от 90% и более.
Пружины клапанов
Штатные пружины рассчитываются под конкретный двигатель с применением серийного распредвала. Учитывается достаточный запас прочности, рассчитанный на относительно невысокие обороты. В классических двигателях клапаны зависают на оборотах более 7000, на ВАЗ 21083 допускаются большие обороты, а на ВАЗ 2112 неадекватная работа клапанов вероятна на оборотах 7500-8000 об/мин.
Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
При установке спортивных распредвалов предъявляются более жесткие требования к усилиям на пружинах. В этом случае требуется большой подъем кулачка и соответствующий ход пружины, поэтому их меняют на более жесткие, которые имеют больший ход сжатия. Хорошим примером могут служить усиленные пружины клапанов PROSPORT ВАЗ 2108 / 2110 8V.
Более жесткие пружины заметно увеличивают нагрузки на клапаны, распредвал и тарелки, поэтому такую доработку желательно проводить последней из всех способов повышения порога зависания клапанов.
Еще одним способом является облегчение тарелок клапанных пружин. Их меньшая масса снижает нагрузки на распредвал и детали ГРМ, что особенно важно на повышенных оборотах. Можно перетачивать штатные тарелки, но лучше поставить новые из алюминиевого сплава или титана. Алюминиевые дешевле, но подвержены деформациям в критических режимах работы. Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки пружины клапана SPORT (титан, алюминиевый сплав) ВАЗ 2108/2110 8V.
Толкатели клапанов
В двигателях ВАЗ 2108 и 2112 кинетическая связь клапанов ГБЦ с распредвалами осуществляется при помощи толкателей. На ГБЦ 2108 они механические с регулировочными шайбами, а на ГБЦ 2112 — гидрокомпенсаторы. Для 16-клапанных двигателей подходят цельные толкатели клапана d-30 мм SPORT ВАЗ 2112/Приора/Калина 16V. Штатные толкатели имеют некоторые ограничения, поэтому неприемлемы при работе со спортивными распредвалами. В этом случае применяются цельные механические толкатели, имеющие увеличенный диаметр и не требующие регулировочных шайб. Для их установки необходима расточка колодцев серийных толкателей до нужного размера.
Клапаны регулируются подбором подпятников нужного размера, что довольно трудоемко. Работа мастера по регулировке 8 клапанов вам обойдется в пределах 3000 руб.
Рычаги привода клапанов
На двигателях ВАЗ классического типа приводом клапанов от распредвала являются рычаги (рокеры). Они удобны и просты в регулировке тепловых зазоров клапанов и допускают применение компактных распредвалов, но имеют излишнюю массивность и допускают некоторое отклонение кинематики движения клапана. Также на ГБЦ «классики» рокер может слететь с посадочного места при сверхвысоких оборотах. В качестве борьбы с этими недостатками рычаги облегчаются, устанавливаются легкосплавные модели и ставятся на более жесткие пружины.
Направляющие втулки клапанов
В зависимости от типа двигателя и предполагаемых режимов работы подбирается конструкция и материал направляющих втулок клапанов. Причины, которые могут потребовать доработки или замены штатного оборудования:
- — При использовании клапанов с меньшим диаметром стержня;
- — При сильно выступающей части направляющей втулки в канал ГБЦ;
- — Если форма или размер противоположной части направляющей не удовлетворяют требованиям;
- — При недостаточной теплопроводности направляющей втулки (возможна замена на бронзовые).
Бронза является хорошим теплопроводником, хорошо отводит тепло от клапана и эффективно его рассеивает в ГБЦ, поэтому на высокофорсированных двигателях применение бронзовых направляющих втулок крайне необходимо.
Хорошим примером изделий являются направляющие втулки клапанов бронзовые ВАЗ 2108/2110 8V. Они имеют немного меньший ресурс по сравнению с металлокерамическими изделиями, но все зависит от режимов работы двигателя и их завода-изготовителя.
Форма камеры сгорания
При помощи этой доработки можно значительно снизить риск возникновения детонации, улучшить наполнение цилиндра и создать условия, при которых топливная смесь будет лучше распределяться, перемешиваться и возгораться.
Детонация возникает в местах, наиболее удаленных от свечи. Это объясняется тем, что при возгорании смеси давление в камере сгорания (КС) резко возрастает и приводит к чрезвычайной компрессии еще не воспламенившейся смеси. Это провоцирует ее самовоспламенение, которое носит взрывной характер и приводит к резкому повышению температуры и давления в цилиндре. Возникает детонация, характеризующаяся металлическими звуками и распространяющаяся по двигателю серией ударных волн детонационных взрывов. Частые возникновения детонации приводят к разрушительным последствиям, поэтому надо принимать меры к их устранению. Для этого максимально сглаживают острые кромки и углы камер сгорания, удаляют погрешности литья и полируют поверхность камер сгорания, что дополнительно прибавляет 5% мощности за счет снижения тепловых потерь.
Для улучшения наполнения цилиндра и создания оптимальных условий для топливной смеси необходимо, прежде всего, обратить внимание на форму КС вокруг клапанов. На ВАЗовских 8-клапанных ГБЦ КС имеет клиновидную форму и клапанная щель «экранирована» ее отвесными стенками. Это приводит к тому, что поток рабочей смеси вынужден преодолевать дополнительные препятствия, что хорошо заметно при установке увеличенных клапанов. Поэтому объем КС должен быть расширен вокруг клапана. Так же необходимо доработать сегмент клапанной щели возле свечи зажигания и сделать сопряжение дна и вертикальных стенок КС более плавным. Вокруг седел клапанов не должно быть каких-либо ступенек или колодцев, а конусное углубление седла клапана должно быть не более 30º относительно дна КС.
ГБЦ ВАЗ 2112 изначально имеет полусферическую КС, что минимизирует все необходимые доработки и заключается в ликвидации огрехов серийного производства.
Степень сжатия
Степенью сжатия (СЖ) является отношение полного объема цилиндра ко всему объему КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до 11:1.
Для двигателей с небольшими фазами ГРМ прибавка мощности относительно степени увеличения СЖ хорошо отслеживается по следующей таблице:
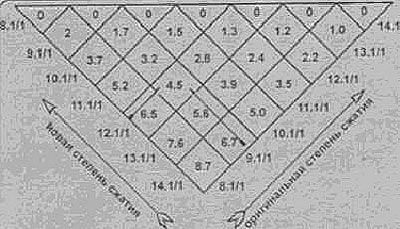
Наиболее заметен положительный эффект от роста СЖ в двигателях с широкими фазами открытия клапанов. Это происходит оттого, что коэффициент наполнения атмосферных двигателей ВАЗ не превышает 100%, то есть динамическая СЖ не превышает статическую СЖ. Динамическая СЖ — объем топливно-воздушной смеси, попавшей в цилиндр, относительно объема камеры сгорания. При использовании широкофазных распредвалов на низких и средних оборотах динамическая СЖ ниже статической. Повышение СЖ приводит к пропорциональному росту динамической, что положительно влияет на мощность и экономические показатели двигателя. При этом необходимо исключить предпосылки возникновения детонации при максимальном коэффициенте наполнения цилиндра, что достигается повышением октанового числа топлива и изменением состава топливно-воздушной смеси.
С ростом оборотов двигателя длительность цикла сгорания уменьшается, что может привести к неполному сгоранию топлива, а, следовательно, потере мощности. Поэтому повышая СЖ, мы ускоряем процесс сгорания, что позволяет получить максимальную мощность от двигателя. Вследствие этого большинство высокооборотистых форсированных бензиновых двигателей требуют повышения СЖ.
После проведения доработок ГБЦ, которые мы рассмотрели в данной статье, вы сможете полностью раскрыть потенциал двигателя вашего автомобиля!

Автомобили семейства ВАЗ-2112 выпускались с одним из двух 16-клапанных двигателей – 21124 и 21120. Рабочий объём у этих моторов разный, а деталь под названием «ГБЦ» используется одна – её обозначают цифрами 2112-1003011. Ходят слухи, что головка блока цилиндров от мотора 21120 не подходит к 24-му двигателю, а вот обратная замена возможна. Однако в каталоге запчастей есть только один артикул, и он подходит для двух моторов сразу. Дальше рассматривается, какие действия по ремонту ГБЦ ВАЗ-2112 можно выполнить самим. Будем говорить только о 16-клапанниках.
Пример с выполнением демонтажа у нас показан на видео. Смотрим.
Демонтаж ГБЦ
Прежде всего, чтобы добраться до головки блока цилиндров, нужно снять крышку ГБЦ. Для разных 16-клапанников эта операция отличается, и артикулы крышки тоже выглядят по-разному: 2112-1003260 (-10) и 21124-1003260.

Крышка от ДВС ВАЗ-21124 (1,6 л)
Снять нужно будет и ремень ГРМ – тут отличий у разных моторов не наблюдается.
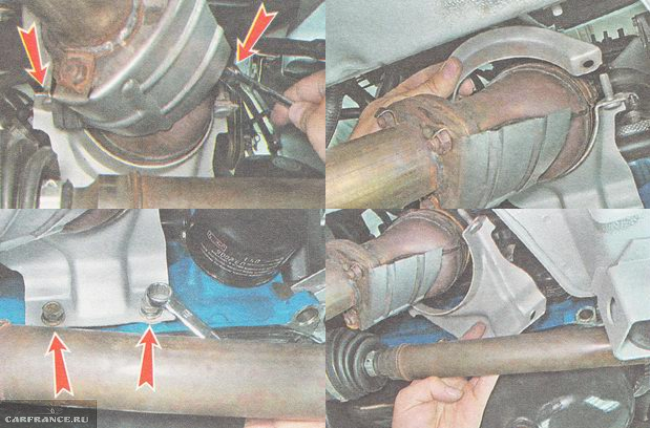
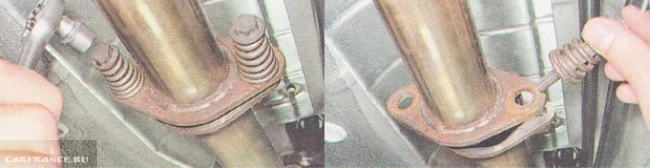
Рассмотрим, как от ГБЦ можно открепить выхлопной коллектор. На двигателе 21120:
-
Снимают приёмную трубу глушителя: отворачивают две гайки 1 (ключ «на 13»), удаляют прижимную планку, откручивают шесть гаек 2 (ключ «на 14») и выполняют демонтаж, не забыв отключить кислородный датчик. На фото показаны три гайки из шести.
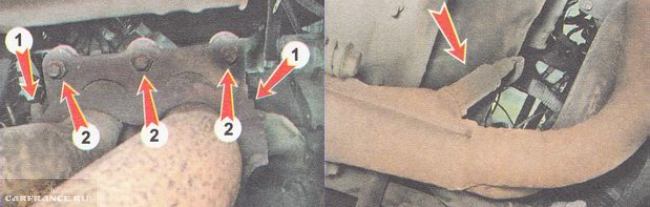
Элементы приёмной трубы
Всё важное находится под экраном
Теперь речь пойдёт о двигателе 21124:
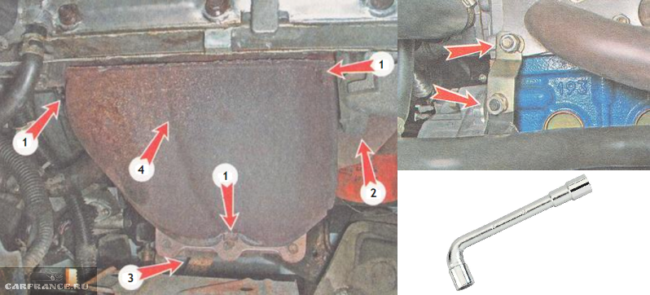
- Отключаем оба датчика кислорода. Откручиваем три гайки крепления защитного экрана (ключ «на 10») и разбираем кронштейн, отвернув четыре гайки ключом «на 13».
Как разобрать крепёжный кронштейн
Операция с дополнительным глушителем
Здесь мы считали, что от модуля впуска был отсоединён шланг ВУТ. В финале на любом из двигателей откручивают свечи (трубчатый ключ «на 16»).
Моменты затяжки крепёжных винтов приводятся в другом тексте. Вообще же на хэтчбеках ВАЗ-2112 ремонт ГБЦ начинают с того, что заменяют «вытянутые» винты новыми. Длина должна составлять 95 мм или меньше.
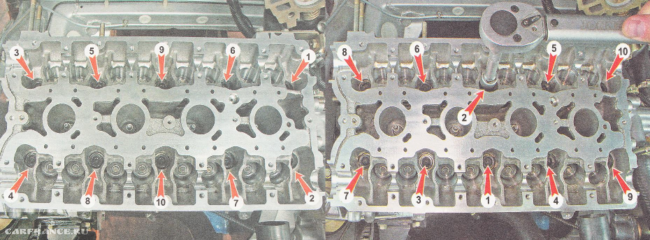
Порядок откручивания (слева) и заворачивания крепёжных винтов
Проверка геометрии и ремонт ГБЦ
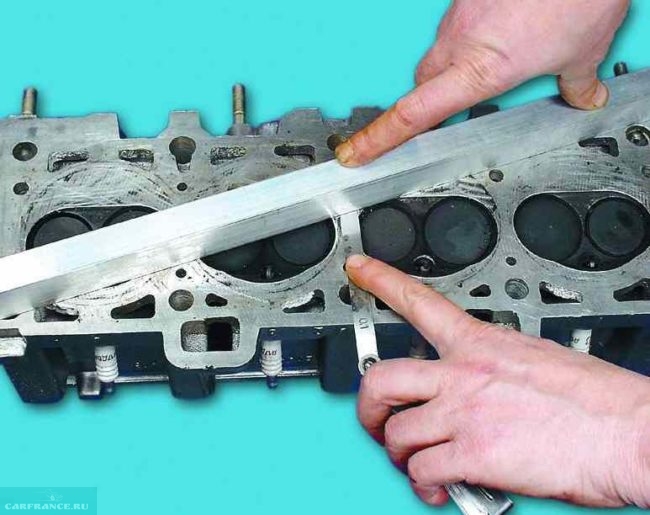
Взяв широкую стальную линейку, выполняют проверку:
- Линейку прижимают к привалочной плоскости ГБЦ (см. фото);
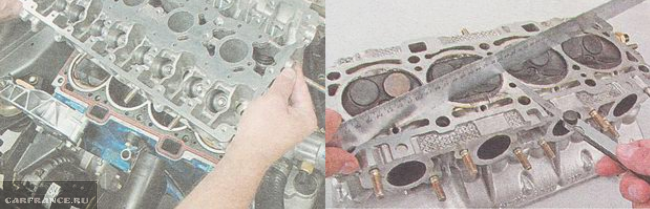
Замеры проводят вдоль каждой из диагоналей. Используйте набор щупов.
Очистка клапанных каналов
Чтобы снять любой клапан, потребуется удалить распредвал. Все винты на корпусе подшипников надо отворачивать равномерно, а затягивают их с усилием 10 Н*м. Гидрокомпенсатор можно будет удалить магнитом, а затем клапан рассухаривают, сжав пружину съёмником (см. фото).
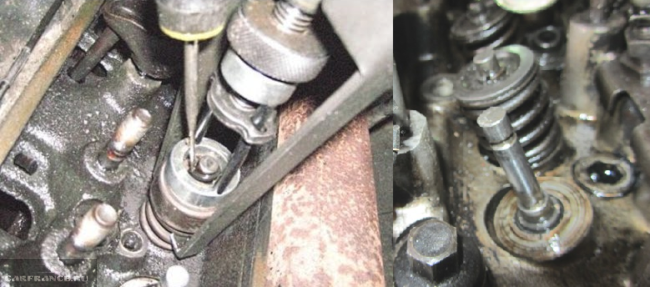
Как удалить клапан
В каналах клапанов может находиться нагар. Его счищают:
- Плоской отвёрткой;
- Шлифовальным войлоком.
Притирку проводят так: на клапан одевают патрубок из резины, наносят пасту с алмазной крошкой (одну каплю), затем клапан вдавливают в канал и прокручивают. Можно будет поменять и маслосъёмные колпачки (2112-1007026). Тут не обойтись без специального съёмника.

Съёмник для колпачков
На любом авто, в том числе на ВАЗ-2112, ремонт ГБЦ сводится к чистке и проверке, а также к исправлению дефектов геометрии. В последнем случае речь идёт о фрезеровке. Наличие трещин и сколов – повод для замены, а не для ремонта.
Небольшой фотоотчёт
Прогоревший клапан видно сразу.
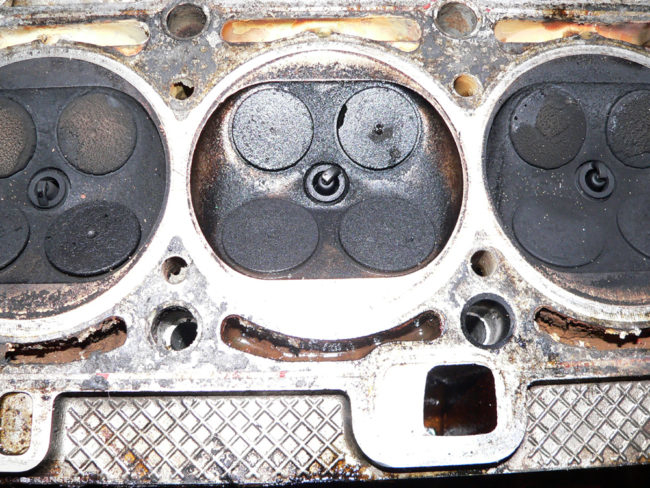
Прогорел один клапан в цилиндре 2
В каждом клапанном канале обнаружился нагар.

Слой нагара в каналах ГБЦ
Ремонт: чистка всех каналов, замена клапана с выполнением притирки.
Непосредственное выполнение ремонта ГБЦ ВАЗ 2112 потребует несколько операций, в которых необходимо некоторое специальное оборудование. Конечно, в домашних условиях нет такой возможности, и автолюбители просто проводят замену изношенных деталей. Далее, рассмотрим процесс ремонта головки блока, а также некоторые нюансы, связанные с этой работой.
Этапы ремонта головки блока
Прежде чем, приступить непосредственно к процессу ремонта ГБЦ стоит отметить, что головка должна быть полностью разобрана и куплены все необходимые запасные части. Рассмотрим процесс полного капитального ремонта головка блока цилиндров.
Мойка и опрессовка

Процесс мойки автомобильных запасных частей горячим керосином
Для того чтобы помыть головку, она должна быть полностью разобрана, то есть демонтированы все детали, которые можно легко снять. Для полноценной мойки необходимо 12 литров горячего керосина. На автосервисах это делают при помощи распылителя, который подает жидкость под давлением. Так, смывается вся грязь и остатки металличесской стружки. Мойка проводится до тех пор, пока ГБЦ не станет полностью чистой.

Процесс опрессовки головки блока цилиндров
Опрессовка – это процесс, при котором проверяется целостность детали. Опрессовку можно проводить двумя способами, которые в принципе похожи. Первый – закрытие всех щелей и наполнение водой деталь. Есть, где-то проступит или потечет вода, то нарушена целостность и необходим ремонт. Второй способ – закрываются все щели, и головка погружается в водный раствор. Сразу будет видно, где имеет место разгерметизации детали. В случае, если целостность головки нарушена, то необходимо реставрировать ее.
Демонтаж седел
Прежде чем перейти к остальным этапам капитального ремонта, необходимо снять седла клапанов. В лучшем случае, они легко выбьются с посадочного места, а если нет, то придется применить русскую смекалку.

Клапан приваривается к седлу и выбивается из посадочного места
Итак, что же делать если седла клапанов не выбиваются? Решение простое. Необходимо приварить к ним трубку, чтобы рабочий конец проходил через канал направляющей втулки и выбивать, пока седло не соскочит с посадочного крепления. Конечно, на кольце места крепления седла могут образоваться трещины или отколоться кусочек. После совершения процедуры необходимо осмотреть место и при необходимости заварить аргоновой сваркой.
Проверка на деформации
Зачастую, ремонт головки блока цилиндров не обходится без проверки плоскости. Это можно совершить, обратившись на автосервис, который имеет проверочный стенд, или попросить у соседа по гаражу специальную линейку для промера плоскости ГБЦ.
Замер плоскости ГБЦ на деформацию при помощи металической линейки и щупа
Важно! Рекомендуется отдавать такие головки блоков именно на автосервис с надлежащим оборудованием, поскольку только там смогут и промерять плоскость и прошлифовать ее до нужного размера.
Итак, если на головке блока имеется деформация или плоскость имеет прогиб, то необходимо ее отшлифовать. Делается эта операция на специальном плоскошлифовальном станке. Обычно, автомастера рекомендуют не убирать более 10 мм толщины. Рассмотрим возможные варианты шлифовки ГБЦ по размерности:
- Ремонт 1 – 1-2,5 мм;
- Ремонт 2 – 2,5-5 мм;
- Ремонт 3 – 5-7,5 мм;
- Ремонт 4 – 10 мм – максимально допустимое значение для шлифовки ГБУ ВАЗ 2112.

Процесс шлифовки поверхности ГБЦ
Примечание! Если убрать толщину плоскости более 10 мм, то это может привести к неверной работе механизма ГРМ, потери мощности и увеличению расхода ГСМ.
Аргонная сварка
Аргонная сварка – это сварочные работы, которые проводятся по алюминию. Для этого используется специальный газ – аргон. Так, для устранения трещин и заваривания дефектов посадочных мест седел клапанов требуется их заварить, а после этого провести фрезерные работы на специальном оборудовании.

Процесс восстановления трещин в ГБЦ при помощи аргонной сварки
Шлифовка
После того, как проведенные работы по сварке и фрезерованию необходимо довести поверхность до готовности. Для этого головку блока цилиндров размещают на специальном стенде, где проводится полировка поверхность при помощи специальной пасты производства АБРО или ее аналогов. Это необходимо для того, чтобы поверхность не имела шероховатостей. Когда эта процедура закончена, необходимо еще раз провести мойку детали от металлической стружки и остатков рабочего материала.
Сборка
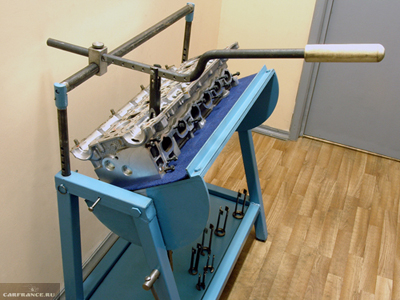
Сборку ГБЦ лучше всего проводить на специальном стенде
Когда головка блока обработана и помыта можно приступить непосредственно к ее сборке. Но, перед этим нужно провести приготовительные работы. Рассмотрим все этапы сборки последовательно:
- Корпус ГБЦ устанавливается в специальную печь для нагревания.
- Тем временем проводятся замеры посадочного места клапана к седлу, разворачиваются направляющие втулки.
- Когда ГБЦ нагрелась, ее достают с печи. На горячую, устанавливают седла клапанов.

Установка седел клапанов


На специальном стенде проходит обработка фаски клапана
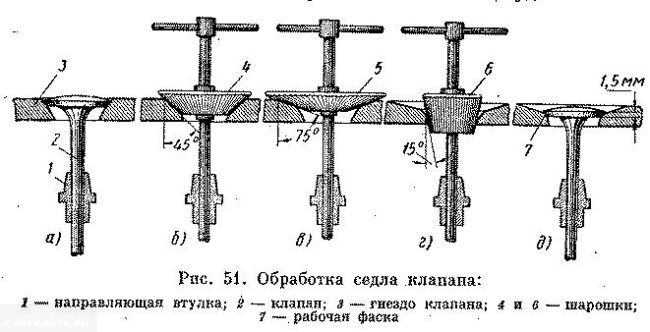
Этапы процесса шорошки седла клапана

Процесс притирки клапанов
Вывод
Таким образом, проводится капитальный ремонт головки блока цилиндров 16-клапанного двигателя ВАЗ 2112. Этот процесс на автосервисе займет 1-2 дня, а вот у себя в гараже автолюбитель может потратить времени намного больше, поскольку скажется нехватка инструмента. Так, рекомендуется проводить ремонт ГБЦ на автосервисах, где все сделает намного быстрее и качественнее. Конечно, это ударит по карману, поскольку качественный и капитальный ремонт этот детали будет стоить в среднем около 7000-10000 руб. вместе с запасными частями.
Видео с выполнением ремонта ГБЦ (мотор 1,5 л)
Прокладка головки блока разовая, поэтому при каждом снятии головки блока прокладку необходимо заменять.
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки блока с блоком цилиндров снимите головку и замените ее прокладку. Течь может возникнуть также из-за коробления головки блока вследствие перегрева.