Момент затяжки (Нм)
1 серия/3 серия/5 серия
Grande Punto/Punto Evo
Discovery/Range Rover (02-11)
Megan II/Scenic II
Laguna III/Escape IV
Технический уровень и качество крепёжных деталей и соединений имеют важное значение для обеспечения высоких потребительских характеристик машин, механизмов, строительных конструкций, бытовой техники, другой продукции. Известно, что большинство отказов в автотранспортных средствах так или иначе связано с крепёжными деталями, ослаблением соединений, а любые ремонты и обслуживание – с отвинчиванием и завинчиванием болтов, гаек, винтов и т.д.
Надёжность соединений узлов зависит от технического уровня конструкции в целом, качества крепёжных деталей и качества сборки [1].
Надёжность резьбовых соединений — это, в первую очередь, гарантия длительного сохранения усилия предварительной затяжки в период эксплуатации. Как обеспечить это?
Силовые параметры резьбовых соединений. Надёжность крепежа.
Чтобы ответить на поставленный вопрос, сначала назовём основные силовые параметры резьбовых соединений. ГОСТ 1759.4 устанавливает для крепёжных деталей минимальную разрушающую нагрузку(Рр, Н) и пробную нагрузку(N, Н), которая для классов прочности 6.8 и выше составляет 74-79% от минимальной разрушающей нагрузки. Пробная нагрузка является контрольной величиной, которую стержневая крепёжная деталь должна выдержать при испытаниях.
Усилие предварительной затяжки (далее – усилие затяжки – Q, Н), на которое производится затяжка резьбового соединения, обычно принимаетсяв пределах 75-80%, в отдельных случаях и 90%, от пробной нагрузки[1]. Нередко возникает вопрос почему «предварительной»? Дело в том, что затяжка соединений подразумевает создание во всех деталях – и крепёжных, и соединяемых, некоторых напряжений. При этом в упруго напряжённых телах проявляются некоторые механизмы пластических деформаций, ведущие к убыванию напряжений во времени (явление релаксации напряжений). Поэтому по истечении некоторого времени усилие затяжки соединения несколько снижается без каких либо дополнительных силовых воздействий на него. В табл. 1 для справок приведены значения усилий затяжки нескольких размеров соединений.
Значения усилий затяжки,Q, Н
Размер резьбы болта
Класс прочности 6.8
Класс прочности 8.8
Класс прочности 10.9
Существует несколько способов затяжки резьбовых соединений: затяжка до определённого момента, затяжка до определённого угла, затяжка до предела упругости, затяжка в области пластических деформаций и другие.
Затяжка соединений до определённого момента
В отечественной практике чаще всего применяется затяжка путём приложения к крепёжной детали необходимого крутящего момента затяжки (далее – момента затяжки, Мкр, Н*м), который обычно указывается в чертежах или технологии сборки. В автомобильной промышленности для назначения моментов затяжки используются отраслевые стандарты [2; 3] и руководящий документ [4], которые распространяются на резьбовые соединения с болтами, шпильками и гайками с цилиндрической метрической резьбой номинальным диаметром от М3 до М24 в зависимости от размеров, класса прочности крепёжной детали и класса соединения.
В зависимости от степени ответственности соединений назначаются классы резьбовых соединений и соответствующие им величины максимальных и минимальных моментов затяжки, объёма их контроля (проверки), приведенные в табл.2.
Таблица 2. Классы резьбовых соединений по [3]
Допускаемое отклон. от расчетного Мкр, %
Объем контроля затяжки
Периодически, согласно техдок.
Несколько иные, но во многом аналогичные классы резьбовых соединений приводит, например, стандарт фирмы Renault[5], называя их классами точности прилагаемого момента:
имеет поле допуска Мкр на инструменте
имеет поле допуска Мкр на инструменте
имеет поле допуска Мкр на инструменте
имеет поле допуска Мкр на инструменте
имеет поле допуска Мкр на инструменте
имеет поле допуска Мкр на инструменте
Видно, что классы А, В, С, D соответствуют по полю допуска классам по табл.2.
Номинальный крутящий момент рассчитывается по известной формуле [1; 4;7]:
где µр– коэффициент трения в резьбе;
µт — коэффициент трения на опорном торце;
dт – диаметр опорной поверхности головки болта или гайки,мм;
d – диаметр отверстия под крепёжную деталь, мм;
Р – шаг резьбы, мм;
d2– средний диаметр резьбы, мм.
Существенное влияниена затяжку крепёжных соединений оказывают условия контактного трения в резьбе и на опорной поверхности, зависящие от таких факторов, как состояние контактных поверхностей, вид покрытия, наличие смазочного материала, погрешности шага и угла профиля резьбы, отклонение от перпендикулярности опорного торца и оси резьбы, скорость завинчивания и др. Значения коэффициента трения в реальных условиях сборки можно лишь прогнозировать. Как показывают многочисленные эксперименты, они не стабильны. В табл. 3 приведены их справочные значения [6].
Таблица 3. Значения коэффициентов трения в резьбе µри на опорном торце µт
Без смазочного материала
Машинное масло с МоS2
Для упрощения расчётов Мкр коэффициенты трения обычно усредняют. В качестве примера в табл. 4 приведены результаты сравнительного расчёта моментов затяжки соединения болт-гайка размером М8, класса прочности 8.8-8. Значения коэффициентов трения µриµт взяты средними от приведённых в табл.3. Конечные результаты расчётов достаточно близки.
Таблица 4. Результаты сравнительного расчёта момента затяжки крепежа
Вид смазки и покрытия
Разные коэффициенты трения
Усреднен. к-ты трения
Без смазки и покрытия
Для понимания и правильного назначения режимов сборки резьбовых соединений важно знать на что расходуется Мкр. В табл. 5 приведены результаты расчёта момента затяжки в целом и по составляющим. Три составляющие момента затяжки (см. формулу) отражают их доли, идущие на создание усилия затяжки (12-15%), на преодоление сил трения в резьбе (32-39%) и на преодоление сил трения под головкой болта или под гайкой (47-54%) [1].
Как видим на создание усилия затяжки расходуется лишь до 15% Мкр.
Таблица 5. Моменты затяжки соединений и их составляющие, Мкр, Н*м
Размер резьбы ишестигр., мм
На создание усилия затяжки
На трение в резьбе
На трение под головкой
При применении соединений с фланцевыми болтами и гайками важно учитывать влияние на момент затяжки увеличенной опорной поверхности под головкой. Момент требуется на 10-15% выше, чем без фланца.
Крепёж. Точность способа затяжки по моменту
Итак, все действия разработчиков крепёжных соединений в машинах и механизмах сводится к назначению Мкр. Но обеспечит ли этот момент получение необходимого усилия затяжки? Зная сильное влияние условий трения и класса соединения на зависимость между усилием и моментом затяжки, покажем каков может быть разброс достигаемых значений Q при сборке. В качестве примера рассмотрим соединение болт-гайка М8 класса прочности 8.8-8, покрытие цинковое с хроматированием без смазочного материала. Номинальное усилие затяжки Q= 15900 Н.По [4] имеемМкр макс = 24,4 Н*м.
Близкие значения Q и Мкр приводятся в материалах фирм Renault, Gedore, Facom и других.
Рассчитаемпри возможных значениях коэффициентов трения 0,3, 0,14 и 0,10 величины достигаемого усилия затяжки при названных моментах затяжки для соединений II и III классов (табл. 6) и построим диаграмму в координатах Q– Мкр (рис. 1). Виден весьма существенный разброс достигаемых значений усилия затяжки (заштрихованная четырехугольная зона) при заданных крутящих моментах. Для соединений II класса это А2ВСD2, а III класса – А3ВСD3.
Минимально достигаемое усилие затяжки Qминполучается при приложении минимального крутящего момента затяжки Мкр. мин при максимальном коэффициенте трения µмакс(точки А2 и А3 на диаграмме).
Таблица 6. Результаты расчётов усилия затяжки, Q, Н
Момент затяжки, Н/м
Коэффициент трения, µ
Мкр.мин = 19,8;11 класс
Мкр. мин = 15,1; 111класс
Максимальное усилие затяжки Qмакс достигается при приложении максимального крутящего момента Мкр. макс при наименьшем коэффициенте трения µмин (точка С на диаграмме).
Подобные графические изображения могут быть построены для каждого конкретного резьбового соединения. Точка соответствующего соотношения Мкр – Q находится внутри четырёхугольника.
Еще одна характеристика резьбовых соединений, влияющая на точность затяжки по моменту, назовём её «плотность» или «герметичность» стыка соединяемых деталей. Чем больше в пакете деталей (слоев), тем сильнее влияние заусенцев, неровностей, шероховатости контактных поверхностей.
Минимальное удельное усилие на контактных поверхностях должно устанавливаться из условия плотности стыкови не должно быть меньше s0 мин=(0,4 – 0,5)sт. Максимальное значение удельных усилий, обеспечивающих надёжность затяжки должно быть s0 макс=(0,8 – 0,9)sт.
Ранее мы приводили данные [1] о нежелательности применения плоских и пружинных шайб в соединениях и приводили варианты перехода, в частности, на фланцевый крепёж, что существенно повышает надёжность. Там же показаны отрицательные стороны применения болтов с шестигранной уменьшенной головкой, у которых контактные напряжения под головкой превышают sт.
Как видно способ затяжки с контролем момента даже при его точной фиксации не обладает необходимой надёжностью, далеко не всегда обеспечивает нужное усилие затяжки.
Методы контроля затяжки крепежа
Наиболее распространен метод контроля при помощи динамометрических ключей, имеющих точность в пределах ±5%. Ошибка в измерении величины момента зависит от принятого метода его определения. В [4] предусматриваются следующие методы.
Метод А. Момент измеряется непосредственно в начале вращения болта или гайки в направлении затягивания, измеренный таким образом момент называется «моментом страгивания с места». Метод применяется для быстрого контроля и осуществляется не позднее 30 минут после затяжки.
Метод В. Момент измеряется во время вращения при повороте на 10 о – 15 о в направлении завинчивания. Момент, полученный при этом, называется «моментом вращения». Метод применяется для периодического, но более точного контроля.
Метод С. Соединение освобождается и снова затягивается в прежнем положении, которое должно быть отмечено риской. Этот момент называется «моментом повторной затяжки» и применяется для контроля соединений, имеющих оксидные пленки, окраску, загрязнения.
Величины моментов затяжки при контрольных измерениях должны находитьсяв следующих диапазонах :
Метод А
Метод В
Метод С
От
До
В случае недостаточной величины момента затяжки производится подтяжка резьбового соединения до заданной величины момента. Заметим, что контроль качества затяжки особо ответственных соединений (класс 1 ) с допускаемым отклонением момента ±5% динамометрическим ключом, имеющим такую же точность, едва ли корректен.
Таким образом, показано, что как затяжка резьбовых соединений, так и её контроль базируются на косвенных методах путём приложения к крепёжной детали крутящего момента, но это далеко не всегда обеспечивает получение необходимого усилия затяжки.
Поэтому разработчики конструкции вынуждены для обеспечения требуемого усилия сжатия соединяемых деталей применять большее количество недозатянутых крепёжных деталей и увеличивать их диаметр.
Приведем примеры ошибок, которые стали возможными из-за указания в техдокументации только момента затяжки.
На автомобилях семейства ГАЗель при сборке крепления задней опоры двигателя имели место случаи разрушения болтов М10х6gх30 (210406) с полукруглой головкой и квадратным подголовком. Испытания болтов показывали, что они соответствуют требованиям ОСТа и имеют класс прочности 4.8. Оказалось, что, указанный в чертежах узла крутящий момент затяжки Мкрравнялся 28-36 Нм. Это соответствует соединению класса прочности 6.8.в результате усилие затяжки при Мкр. минзавышалось в 1,4 раза, а при Мкр.макс в 1,9 раза! После замены класса прочности болта на 6.8 дефекты сборки были исключены.
При сборке суппорта переднего тормоза автомобилей ВАЗ 2108(09) разрушался болт 2108-3501030 М12х1,25х30, имеющий класс прочности 10.9. Болт, имеющий покрытие фосфат с промасливанием, опирается на шайбу с таким же покрытием и закручивается в чугунный суппорт с цинковым покрытием. По чертежу Мкр.макс=118,4 Нм. В стандартах ВАЗа не было данных по коэффициенту трения для данного сочетания контактных поверхностей. По разным источникам отклонение Мкр могут составлять от ±10% до ±30%. Проведённые исследования этого резьбового соединения и условий его сборки на конвейере позволили выявить, объяснить и устранить причины разрушения болтов[1]. На рис. 2 показана диаграмма Q– Мкр, рассчитанная по методике Фиат-ВАЗ, где n — коэффициент использования предела текучести (n=s:sт, где s — суммарное напряжение в болте, создаваемое при затяжке). Для ответственного соединения (11 класса) коэффициент трения в резьбе и на опорной поверхности варьировался в пределах 0,1–0,18. Было определено, что при m=0,1 момент Мкр.мин=96,5 Нм, а усилие затяжки Q=59536 Н. При Мкр.макс=118,4 Нм усилие Q=73130 Н, что выше нагрузки до предела пропорциональности Qупр=72750 Н, то есть возможна пластическая деформация болта или его разрушение при сборке. Известно, что при случайном попадании масла и колебаниях толщины покрытий коэффициент трения может уменьшится до значения 0,08 и даже 0,06. В то же время было выявлено,что перед сборкой болты проходили операции мойки и промасливания, что недопустимо, ибо ещё больше увеличивало усилие затяжки.
Результаты исследований показали также целесообразность замены цилиндрической головки с внутренним шестигранником у болтана головку с волнистым приводом (типа ТОRХ) и 2-х радиусной поднутренной галтелью под головкой. За счёт этого удалось снизить напряжения под головкой и еще больше повысить надёжность крепления.
Приведённые примеры показывают, что исследования конструкций узлов и технологии сборки позволяют выяснить и исключить возможные дефекты, а также подтверждают необходимость перенесения внимания с момента на усилие затяжки.
О затяжке крепёжных соединений с контролем усилий
В мировой практике используются методы и инструменты, которые непосредственно контролируют усилие затяжки в ходе сборки. Осуществить затяжку резьбового соединения с контролем по усилию в лабораторных условиях несложно. Исследования показывают, что наибольшая точность обеспечения усилий затяжки в производственных усло
При проведении технического обслуживания автомобиля зачастую возникают вопросы, которые лишь вскользь оговариваются на форумах или в литературе. Одним из них является момент затяжки креплений основных узлов автомобиля. Для выяснения всех нюансов крепления болтов головки блока цилиндров сконцентрируемся на двигателе, «сердце» автомобиля. А при понимании принципов момента затяжки резьбовых соединений полученные знания несложно будет экстраполировать на любой узел автомобиля.
Закручиваем болты правильно
Любое резьбовое соединение рассчитано на определённый момент затяжки. Он регламентирован отраслевыми стандартами качества, например, «ОСТ 37.001.050–73 Затяжка резьбовых соединений. Нормы затяжки» и руководящими документами заводов-изготовителей транспортных средств. Иностранные производители используют другие стандарты, но в основном они сходны с отечественными. Приведённая ниже информация будет излагаться, опираясь на российские стандарты.
До какой степени можно затягивать резьбовые соединения
Почему важно выдерживать правильный момент затяжки? Только грамотное затягивание обеспечит надёжную фиксацию детали, с одной стороны, и предотвратит повреждение резьбы и/или самой детали — с другой стороны.
Рассмотрим, что произойдёт при превышении момента затяжки на примере болта с гайкой:
- Немедленная деформация резьбы. Из-за слишком большого прилагаемого усилия происходит деформация и срыв резьбы на детали. Болт или гайка не подлежит дальнейшей эксплуатации, кроме того, возникнут определённые сложности при попытке открутить гайку для замены. Скорее всего, придётся воспользоваться дрелью или пилой по металлу, чтобы срезать гайку.
- Повреждение металла, скрытое от глаз. Может показаться, что гайка затянута правильно, однако из-за превышения предела текучести в болте или гайке происходят необратимые изменения: деформация, нарушения кристаллической решётки металла. Такой случай особенно опасен, так незаметен сразу, но через какое-то время трещина болта может привести к печальным последствиям.
 Затяжка болтов головки блока цилиндров динамометрическим ключом
Затяжка болтов головки блока цилиндров динамометрическим ключом
Пределом текучести называют механическую характеристику материала, характеризующую напряжение, при котором деформации продолжают расти без увеличения нагрузки. Обозначение σт.
Единица измерения — Паскаль [Па] либо кратные [МПа].
Это важный параметр, с помощью которого рассчитываются допустимые напряжения для пластичных материалов.
После прохождения предела текучести в металле образца начинают происходить необратимые изменения, перестраивается кристаллическая решётка металла, появляются значительные пластические деформации.
Wikipedia
Если же, напротив, недотянуть гайку с соответствующим моментом, через некоторое время она просто открутиться, что также может привести к нежелательным последствиям. Поэтому настоятельно рекомендуется затягивать резьбовые соединения не «со всей силы», не от руки, а с умом, используя специальное оборудование.
Инструменты для контроля момента затяжки
Основным инструментом контроля момента затяжки является динамометрический ключ. Так называется гаечный ключ, в который встроен динамометр (прибор для измерения момента силы). Существуют следующие виды устройств:
- Индикаторный — при затягивании отображает прилагаемую силу в цифровом виде или с помощью стрелки. Погрешность — 6–8%.
 Индикаторный динамометрический ключ недорог, но обладает самой большой погрешностью
Индикаторный динамометрический ключ недорог, но обладает самой большой погрешностью - Цифровой — подвид индикаторного, но для отображения момента использует ЖК-дисплей. Поддерживает возможности оповещения звуком, выгрузки данных на компьютер и прочее. Погрешность — до 1%.
 Цифровой динамометрический ключ — самый точный
Цифровой динамометрический ключ — самый точный - Предельный — при достижении заданного момента прекращает затяжку, используя щелчковый механизм. Погрешность — до 4%.
 Предельный (щелчковый) динамометрический ключ отличается удобством в использовании
Предельный (щелчковый) динамометрический ключ отличается удобством в использовании
Для непрофессионального использования или небольшого автосервиса подойдут индикаторный или предельный ключ, как самые доступные. Цифровой будет востребован в крупном автосервисе.
Как выбрать усилие, чтобы затянуть соединение правильно
При работе с ключом предельного вида для того, чтобы достичь необходимого момента, следует:
- Перед началом затяжки подобрать необходимое усилие при закручивании, например, 50 Нм. Усилие выставляется на основной шкале устройства, но не 50, а 48 Нм.
- На вспомогательной шкале выставляется усилие в 2 Нм, что в сумме даст нам требуем 50 Нм.
- Используя торцевую головку необходимого размера, затягиваем гайку. При достижении усилия в 50 Нм раздастся щелчок и затягивание прекратится.
Контроль за усилием при работе с ключом индикаторного типа осуществляется визуально.
Помимо динамометрического ключа, в продаже можно найти динамометрические отвёртки и шуруповёрты, работают они по такому же принципу. При выборе динамометрического ключа помните, что нужный вам момент затяжки должен быть на 25% меньше максимально допустимого для ключа. Используя ключ «на пределе», вы довольно быстро выведите его из строя. И также обязательно изучите инструкцию по его использованию.
Ну а проверить правильность затяжки соединения можно угломером.
Порядок работы с самодельным динамометрическим ключом
Как правило, динамометрический ключ — довольно дорогой инструмент. Его покупка вряд ли будет оправдана для частного использования. Однако простейшее приспособление несложно изготовить самому. Для этого понадобятся:
- обычные пружинные весы с крючком и круглой шкалой, позволяющие взвесить до 20 кг (так называемый безмен);
- отрезок довольно толстой трубы (2,5 см) длиною около полуметра.
Закрепив на конце трубы крючок весов, вставляем в другой конец гаечный ключ и тянем за весы, закручивая гайку. При этом для создания момента в 10 Нм потребуется приложить усилие в 2 кг. По этой схеме можно заранее посчитать, какое усилие в килограммах вам потребуется приложить для затягивания.
Безусловно, самодельный ключ будет иметь довольно большую погрешность, но это всё же лучше, чем ничего.
Видео: как изготовить динамометрический ключ своими руками
Стандартные моменты затяжки болтов головки блока цилиндров
Чтобы знать наверняка, с каким усилием затягивать конкретное резьбовое соединение, можно использовать следующие данные.
Таблица: моменты затяжки соединений в зависимости от диаметра резьбы
| Номинальный диаметр резьбы | Размер «под ключ» головки, болта (гайки), мм | Шаг резьбы, мм | Классы прочности по ГОСТ 1759–70 | ||||
| Болт | |||||||
| 5.8 | 6.8 | 8.8 | 10.9 | 12.9 | |||
| Гайка | |||||||
| 4;5;6 | 5;6 | 6;8 | 8;10 | 10;12 | |||
| 6 | 10 | 1 | 0,5 | 0,8 | 1,0 | 1,25 | 1,6 |
| 8 | 12 — 14 | 1,25 | 1,6 | 1,8 | 2,5 | 3,6 | 4,0 |
| 10 | 14 — 17 | 1,25 | 3,2 | 3,6 | 5,6 | 7,0 | 9,0 |
| 12 | 17 — 19 | 1,25 | 5,6 | 6,2 | 10,0 | 12,5 | 16,0 |
| 14 | 19 — 22 | 1.5 | 8,0 | 10,0 | 16,0 | 20,0 | 25,0 |
| 16 | 22 — 24 | 1,5 | 11,0 | 14,0 | 22,0 | 32,0 | 36,0 |
| 18 | 24 — 27 | 1,5 | 16,0 | 20,0 | 32,0 | 44,0 | 50,0 |
| 20 | 27 — 30 | 1,5 | 22,0 | 28,0 | 50,0 | 62,0 | 70,0 |
| 22 | 30 — 32 | 1,5 | 28,0 | 36,0 | 62,0 | 80,0 | 90,0 |
| 24 | 32 — 36 | 1,5 | 36,0 | 44,0 | 80,0 | 100,0 | — |
Основные резьбовые соединения в двигателе
Перечень основных резьбовых соединений двигателя и особенности их затягивания:
- Головка блока цилиндров (ГБЦ). Очень важный узел, поэтому при её креплении к блоку важно соблюдать не только момент затяжки, но и порядок затягивания болтов. Как правило, ГБЦ затягивается довольно большим моментом, начиная от центра блока к краям в несколько заходов. Обязательно уточняйте эту информацию в руководстве по эксплуатации автомобиля (для каждой модели двигателя цифры и порядок могут быть различны)!
- Клапанная крышка. Из-за того, что шпильки креплений клапанной крышки имеют маленький диаметр, при их затягивании следует соблюдать особую осторожность и не превышать необходимый момент. Порядок затягивания и момент также уточняйте в руководстве.
- Свечи зажигания и свечи накаливания. Они затягиваются в произвольном порядке, но очень внимательно, так как в случае повреждения резьбы в двигателе потребуется дорогостоящий ремонт.
- При затягивании форсунок также соблюдайте осторожность: из-за их небольшого диаметра легко повредить резьбу.
- Затягивать подушки двигателя следует после полной установки двигателя, когда уже он своим весом держится на них. Если затянуть подушки до того, как двигатель полностью ляжет на них и будет убран домкрат, подушки быстро порвутся при эксплуатации.
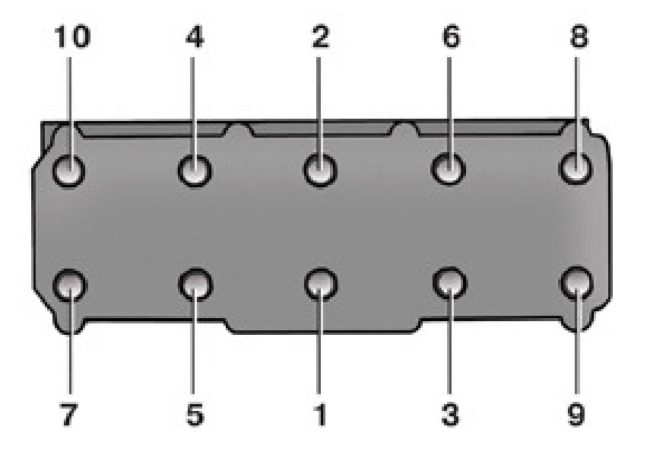 Такой порядок затяжки ГБЦ чаще всего используется для рядных четырехцилиндровых двигателей
Такой порядок затяжки ГБЦ чаще всего используется для рядных четырехцилиндровых двигателей
Итак, теперь вам известны основные правила при работе с резьбовыми соединениями. Если нет динамометрического ключа, но необходимо затянуть что-либо в двигателе, лучше приобретите или одолжите такой ключ у кого-нибудь. В крайнем случае, воспользуйтесь самодельным, но не затягивайте гайки «на глазок», этим вы скорее навредите и двигателю и своему кошельку, ремонт ДВС у автомобилей с пробегом — недешёвое удовольствие.