







- Гарантируем быструю обработку Вашего заказа в рабочее время (мы работаем с 11-00 до 20-00, суббота и воскресенье — выходные дни).
- Гарантируем надёжную упаковку Вашего заказа (при отправке его Почтой России или транспортной компанией).
- Гарантируем максимально оперативную отправку оплаченного заказа (в течение 2-4 рабочих дней после поступления оплаты).
- Гарантируем возврат денег или обмен на другой товар (с перерасчётом) в течение 14 дней с момента получения заказа
(товар должен быть исправным, без следов установки, стоимость доставки не компенсируется). - Гарантируем бесплатный обмен товара (транспортные расходы за наш счёт), в случае если приобретённый товар оказался с дефектом.
Способы оплаты










Варианты доставки












Варианты самовывоза


Товар добавлен в закладки!
- Описание
- Отзывы
ПРИМЕНЯЕМОСТЬ: 16-ти клапанные двигатели ВАЗ 2112 (1.5), 21124 (1.6), 21126 (1.6), 21127 (1.6), 21129 (1.6), 21128 (1.8).
Требуется доработка (увеличение цековок) или замена поршней.
Доработанная ГБЦ (Спорт):
1. Установлены увеличенные облегчённые клапаны «AE»: впускные — 32 мм, выпускные — 27 мм.
2. Установлены увеличенные сёдла клапанов.
3. Увеличены каналы: впускные — 37 мм, выпускные — 34 мм.
4. Осажены пружины на 1,2 мм под тюнинговые распредвалы.
Пружины, тарелки клапанов, гидрокомпенсаторы и распредвалы в комплект не входят.
ПРИБАВКА МОЩНОСТИ 15-20%.
Работы, проводимые с головкой блока, направлены на улучшение коэффициента наполнения, уменьшение сопротивления выхлопным газам, повышение степени сжатия и снижение вероятности детонации при высокой степени сжатия. Способами повышения коэффициента наполнения является установка клапанов увеличенного диаметра и (или) продутых на специальном стенде, а также снижение потерь скорости движения горючей смеси в приборах питания, впускных трубах и клапанной щели. Поскольку величины потерь пропорциональны квадрату скорости движения смеси, то у впускного тракта форсированного двигателя для её снижения увеличивают проходные сечения. Установка увеличенных клапанов (32 мм/27 мм) даёт ощутимую прибавку в наполнении цилиндров горючей смесью и очистки их от продуктов сгорания. Для тех же целей, т.е. для улучшения наполнения цилиндров и создания минимального сопротивления выхлопным газам, производится обработка (увеличение) впускных (37 мм) и выпускных (34 мм) каналов головки блока, а также соответствующих коллекторов. Доводка чистоты каналов головки делается набором шарошек, а затем наждачной бумагой. Аналогично производятся работы с впускным коллектором. Следует особо отметить, что значительные потери в мощностных показателях двигателя появляются при неточной стыковке каналов головки с соответствующими коллекторами (на двигателях ВАЗ нестыковка составляет до 3 мм). При обработке каналов головки на это сразу обращается внимание, подгоняются по месту все прокладки и ликвидируются уступы за счёт подгонки патрубков.
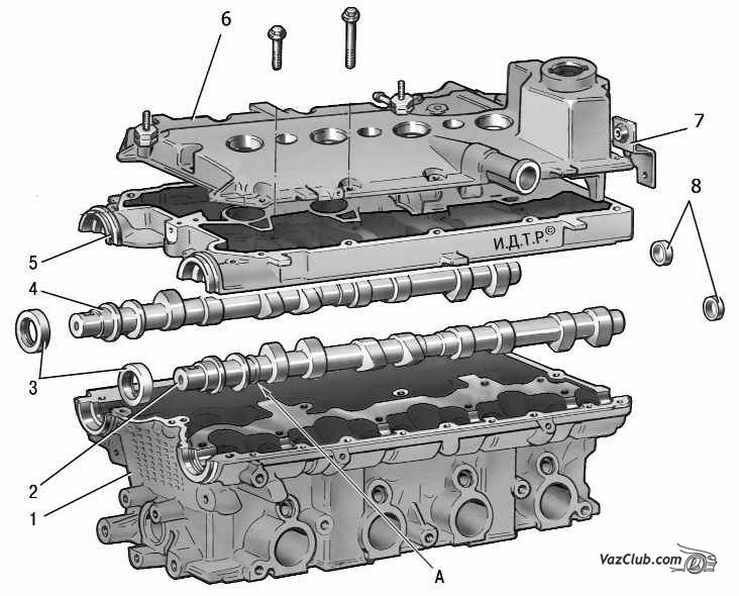
- Детали головки блока цилиндров
- 1 – головка блока
- 2 – впускной распределительный вал
- 3 – сальник
- 4 – выпускной распределительный вал
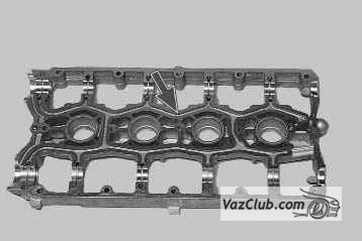
- 5 – корпус подшипников распределительных валов
- 6 – крышка головки блока
- 7 – кронштейн крепления жгута проводов
- 8 – заглушки
- А – отличительный поясок впускного распределительного вала
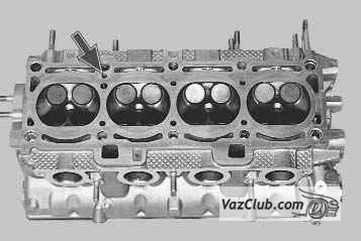
Головка 1 блока цилиндров общая для четырех цилиндров отлита из алюминиевого сплава, с камерами сгорания шатровой формы. Впускные и выпускные каналы выведены на разные стороны головки блока. Клапаны расположены V-образно в два ряда: с одной стороны впускные, с другой — выпускные.
В головку запрессованы металлокерамические седла клапанов и латунные направляющие втулки клапанов. Внутренний диаметр направляющих втулок (7±0,015) мм, наружный (для втулок, поставляемых в запасные части) – 12,079–12,090 мм и 12,279–12,290 мм (втулка, увеличенная на 0,2 мм).
Диаметр тарелки впускного клапана 29 мм, выпускного – 25,5 мм. Диаметр стержня впускного клапана (6,975±0,007) мм, выпускного – (6,965±0,007) мм.
На каждый клапан установлено по одной пружине. Длина пружины в свободном состоянии 38,19 мм, под нагрузкой (240±9,6) Н [(24,5±0,98) кгс] должна быть 32 мм, а под нагрузкой (550±27,5) Н [(56,1±2,8) кгс] – 24 мм.
Клапаны приводятся в действие кулачками распределительных валов через цилиндрические гидротолкатели, расположенные в направляющих отверстиях головки блока цилиндров по оси отверстий под клапаны. Гидротолкатели автоматически устраняют зазор в клапанном механизме, поэтому при техническом обслуживании проверять и регулировать зазор в клапанном механизме не требуется.
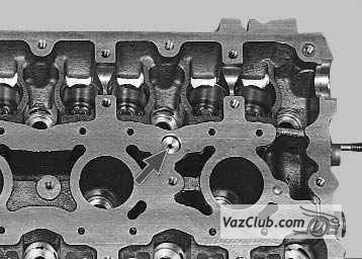
Масло для работы гидротолкателей лада приора подводится из системы смазки по вертикальному каналу в блоке цилиндров к каналу в головке блока цилиндров около 5-го болта крепления, а затем по верхним каналам, выполненным на нижней плоскости корпуса подшипников. По этим же каналам подводится масло и для смазки шеек распределительных валов. В вертикальном канале головки блока цилиндров расположен обратный шариковый клапан, не допускающий слива масла из верхних каналов после остановки двигателя.
Для привода клапанов служат два распределительных вала: впускной и выпускной. Валы отлиты из чугуна и снабжены пятью опорными шейками, которые вращаются в гнездах, выполненных в головке блока цилиндров и в одном общем корпусе подшипников распределительного вала. Для повышения износостойкости рабочие поверхности кулачков и шейка под сальник отбелены. Для того чтобы отличить впускной распределительный вал от выпускного, на впускном валу около первой опоры выполнен отличительный поясок А.
От осевых перемещений валы удерживаются упорными буртиками, расположенными по обе стороны от передней опоры. Передние концы распределительных валов priora уплотнены самоподжимными резиновыми сальниками. Задние отверстия, расположенные по оси валов в головке блока цилиндров лада приора и корпусе подшипников, закрыты обрезиненными колпачковыми заглушками.
Вам потребуются: приспособление для сжатия клапанных пружин, приспособление для выпрессовки и оправка для запрессовки маслосъемных колпачков, торцовые ключи «на 8», «на 10», «на 13», ключи «на 19», «на 21», шестигранник «на 10», отвертка, пинцет.
1. Снимите головку блока цилиндров с двигателя (см. «Замена прокладки головки блока цилиндров лада приора»).
2. Установите головку блока распределительными валами вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны.
3. Отверните торцовой головкой «на 13» три гайки крепления левой опоры силового агрегата…
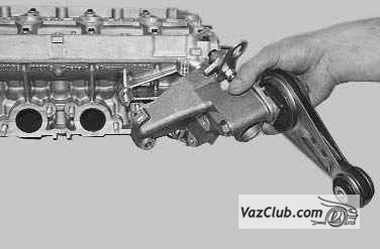
4. …и демонтируйте опору.
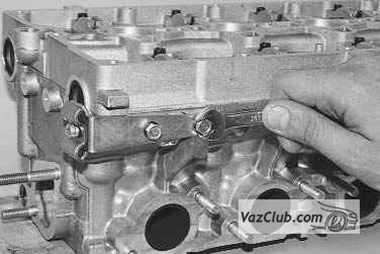
5. Раскрутите ключом «на 10» два болта крепления кронштейна топливной трубки…

6. …и выньте кронштейн.

7. Выверните ключом «на 10» два болта крепления датчика фаз…
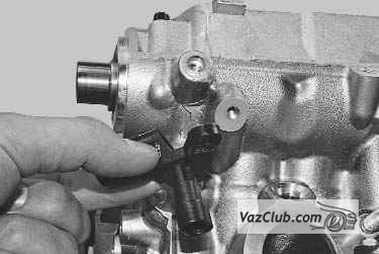
8. …и достаньте датчик.

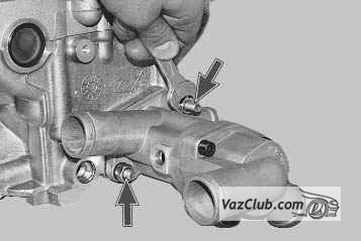
9. Выверните ключом «на 21» датчик сигнальной лампы аварийного падения давления масла из корпуса подшипников распределительных валов.

10. Вытащите ключом «на 19» из термостата датчик температуры охлаждающей жидкости.

11. Выверните ключом «на 21» датчик указателя температуры охлаждающей жидкости из заднего торца головки блока.
12. Отверните ключом «на 13» две гайки крепления термостата ваз 2170.

13. Извлеките термостат…
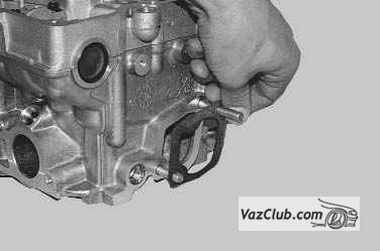
14. …и установленную под ним уплотнительную прокладку.
15. свечным ключом раскрутите свечи зажигания, чтобы случайно не повредить их.
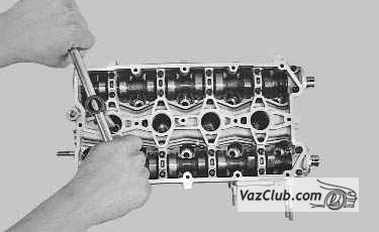
16. торцовой головкой «на 8» раскрутите двадцать болтов крепления корпуса подшипников распределительных валов лада приора.
17. …и достаньте корпус.
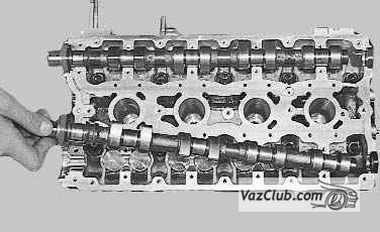
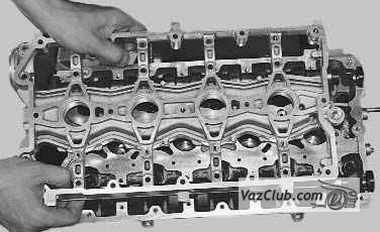
18. Выньте распределительные валы из опор головки блока цилиндров ваз 2172 и снимите с их передних концов сальники.
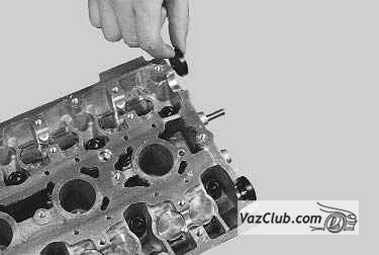
19. Выньте заглушки из заднего торца головки блока.
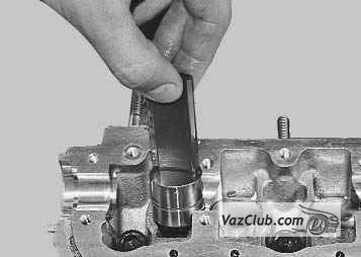
20. Извлеките гидротолкатели клапанов из отверстий головки блока цилиндров.
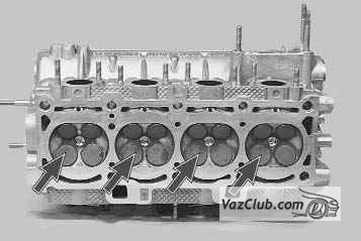
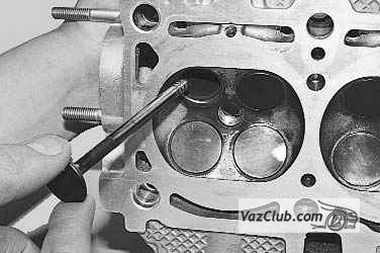
21. Очистите камеры сгорания от нагара. Осмотрите головку блока лада приора. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на плоскости головки блока.

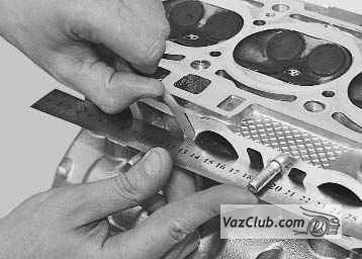
22. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров лада приора. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор больше 0,1 мм, можно прошлифовать привалочную поверхность. Для этого обратитесь в специализированную мастерскую.
23. Аналогично проверьте плоскостность привалочных поверхностей головки блока под впускной коллектор…

24. …и катколлектор. Неплоскостность этих поверхностей не должна превышать 0,1 мм.
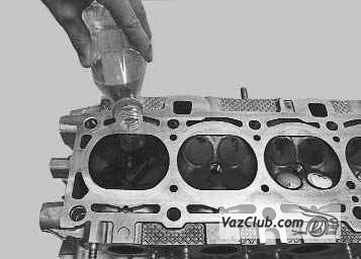
25. Для проверки герметичности головки блока лада приора заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под гнездо и завернув гайки его крепления. Вверните на место датчик указателя температуры охлаждающей жидкости, если его выворачивали.
26. Залейте керосин в каналы водяной рубашки. Если уровень керосина при выдержке 15–20 мин понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку и извлечь пробки.
27. Проверьте состояние опорных поверхностей под шейки распределительных валов на головке блока…
28. …и корпусе подшипников. Если хотя бы на одной из них есть следы износа, задиры или глубокие риски, замените головку и корпус подшипников.
29. Промойте масляные каналы. Для этого заглушите вертикальный масляный канал ваз 2171 со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами).
30. . залейте бензин в масляный канал головки блока…
31. …и корпуса подшипников распределительных валов и выдержите 15–20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
32. Для проверки герметичности клапанов вверните свечи и залейте керосин в камеры сгорания. Если в течение 3 мин керосин не просочится из камер сгорания в каналы, клапаны герметичны. В противном случае притрите (см. «Притирка клапанов») или замените клапаны.
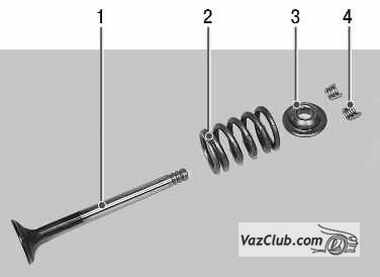
Для замены или притирки клапанов снимите с головки блока цилиндров следующие детали: 1 – клапан; 2 – пружина; 3 – тарелка; 4 – сухари.
33. Установите под снимаемый клапан подходящий упор.
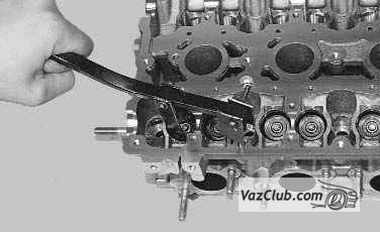
34. Установите приспособление для сжатия пружин клапанов приора, ввернув в одно из отверстий головки блока болт крепления крышки подшипника распределительного вала и зацепив приспособление за этот болт. Сожмите приспособлением пружину клапана.
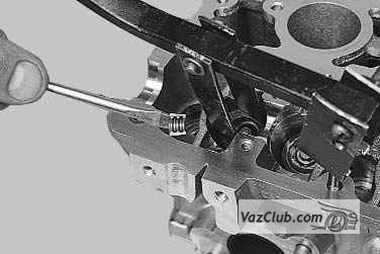
35. Выньте два сухаря из верхней тарелки пружины с помощью пинцета или намагниченной отвертки. Затем снимите приспособление.
Если усилие перемещения рычага приспособления значительно увеличивается, а сухари не выходят из проточки клапана, нанесите легкий удар молотком по тарелке пружин, чтобы сухари освободились.
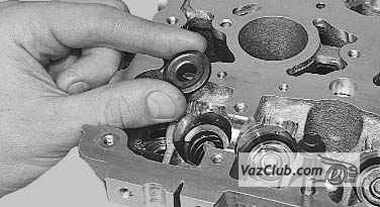
36. Снимите тарелку пружины.
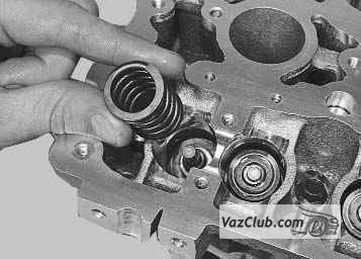
37. Аккуратно достаньте пружину.
38. Подтолкните и выньте клапан из головки блока.

39. Спрессуйте маслосъемный колпачок с направляющей втулки клапана приспособлением или пассатижами (см. «Замена маслосъемных колпачков лада приора»).
40. Очистите нагар с клапана подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапан.
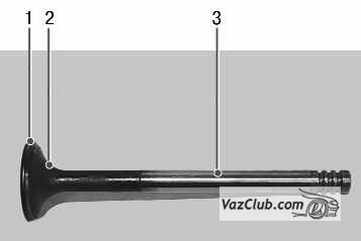
41. Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске 1, трещины, деформация стержня 3, коробление тарелки 2, следы прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов (см. «Притирка клапанов»).
42. Если повреждения рабочей фаски клапанов невозможно вывести притиркой, можно прошлифовать фаску на специальном станке в специализированной мастерской.

43. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. «Притирка клапанов лада приора»).
44. Более значительные дефекты седел клапанов устраняют шлифованием. Седла рекомендуется шлифовать в специализированной мастерской.
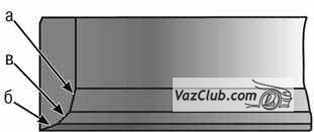
- Места обработки фасок седел клапанов
45. Имея слесарный навык, эту работу можно выполнить вручную с помощью набора специальных фрез. Вначале обрабатывают фаску а под углом 15°, затем фаску б под углом 20° и фаску в под углом 45°. После шлифования необходимо притереть клапаны (см. «Притирка клапанов»).

46. Проверьте состояние пружин клапанов. Искривленные, сломанные или имеющие трещины пружины замените.
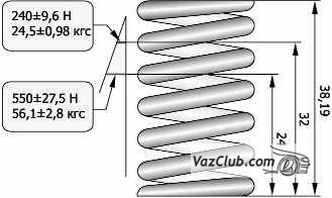
- Параметры проверки пружины клапана
47. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее.
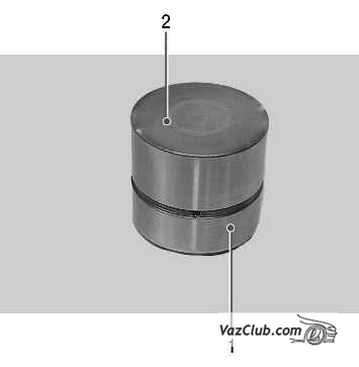
48. Осмотрите гидротолкатели клапанов лада приора. Если на рабочей поверхности 1 есть задиры, царапины и прочие дефекты, замените гидротолкатели. Измерьте наружные диаметры толкателей, изношенные толкатели замените. На рабочих поверхностях 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. Гидротолкатели с такими дефектами надо заменить. На поверхностях 2 допускаются концентрические следы приработки с кулачками распределительного вала.
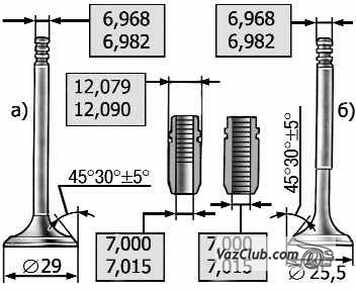
- Размеры клапанов и их направляющих втулок
49. Проверьте зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана лада приора. Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер).
- Зазоры между клапаном и направляющей втулкой, мм:
номинальный для впускных и выпускных клапанов. 0,018–0,047
предельно допустимый для впускных и выпускных клапанов. 0,300
50. Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается сделать или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой, предварительно замерив высоту выступания верхней части втулки над поверхностью головки блока.
51. Охладите новую втулку (например, с помощью углекислотного огнетушителя), смажьте ее моторным маслом, вставьте в специальную оправку и запрессуйте со стороны распределительного вала так, чтобы высота выступания верхней части втулки соответствовала замеренному значению. Разверните отверстие во втулке с помощью развертки до 7,000–7,015 мм для впускных и выпускных клапанов.

- 52. Если устанавливается старый клапан снимите заусенцы с проточек под сухари. После этого необходимо притереть клапан к седлу (см. «Притирка клапанов»).
- 53. Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав стержни моторным маслом.
- 54. Установите маслосъемные колпачки (см. «Замена маслосъемных колпачков»).
- 55. Установите распределительные валы и корпус подшипников распределительных валов (см. «Замена маслосъемных колпачков»).
- 56. Установите на головку блока все снятые при ее разборке детали и узлы.
Сегодня притащили одного из старых клиентов на Приоре, как выяснилось заклинившая помпа порвала ремень и как следствие загнулись клапана.
Но прогресс на АвтоВАЗе не стоит на месте и если на двигателях десятого семейства просто гнуло клапана, то на приоровских 126-ых еще и шатуны теряют центровку и, если их не поменять велика вероятность того что двигатель начнет кушать масло и соответственно ваши деньги. Слава конструкторам АвтоВАЗа!
Но нет худо без добра, есть комплекты поршней на 126-е моторы с проточками которые не гнут клапана. В данной статье мы опишем процедуру ремонта головки блока цилиндров, после обрыва ремня ГРМ, а так же замену поршневой. Снятие и установка ремня ГРМ описано в этой статье, поэтому на ней подробно останавливаться не будем.
Для выполнения данной процедуры наличие динамометрических ключей обязательно!
Начинаем разбирать
Для начала сливаем масло и антифриз. Снимаем защитную крышку, воздушный фильтр с патрубками, отсоединяем разъемы катушек зажигания, тросик газа и дроссельный узел.

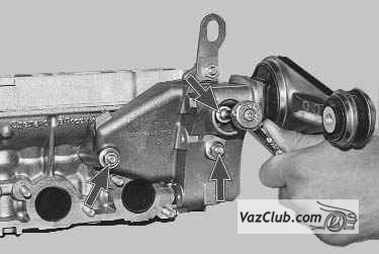
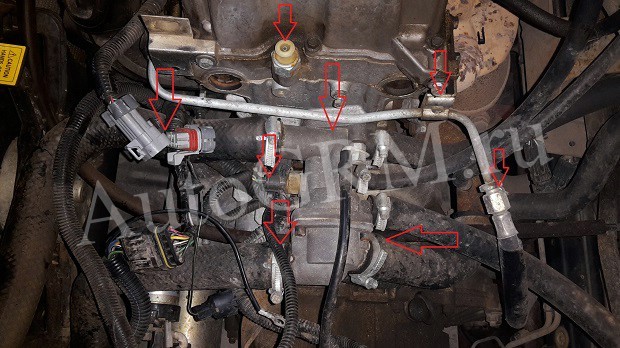
Снимаем корпус термостата и попутно отсоединяем все попавшиеся разъемы и патрубки. Всю мешавшею нам проводку убираем в сторону аккумулятора.
Снимаем генератор. Откручиваем восемь гаек на тринадцать держащих впускной коллектор и снимаем его. Отворачиваем все болты крепящие клапанную крышку, а так же боковую опору двигателя.

Откручиваем восемь гаек и снимаем выпускной коллектор.

Снимаем ремень ГРМ, шкивы распредвалов и помпу.

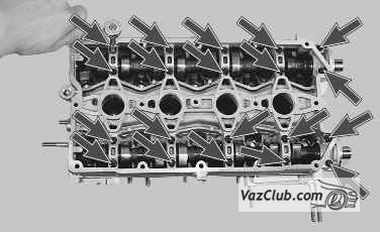
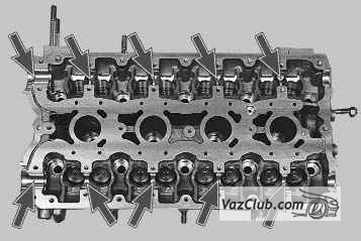
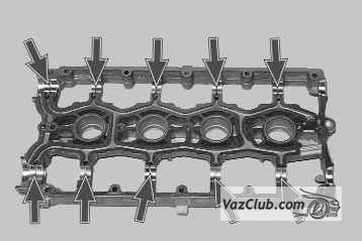
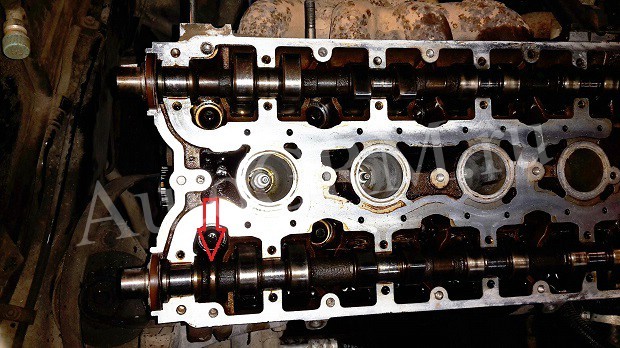
В три прохода, чтобы не деформировать деталь, сначала ослабляем, а потом откручиваем двадцать болтов корпуса подшипников распредвалов, головка на восемь. Обязательно в последовательности указанной на фотографии.

Снимаем корпус подшипников. Снимаем распредвалы, на распредвале впускных клапанов есть отличительный бортик.
Так же в несколько проходов сначала ослабляем, а за тем откручиваем десять болтов крепления ГБЦ. Обязательно в последовательности указанной на фотографии.
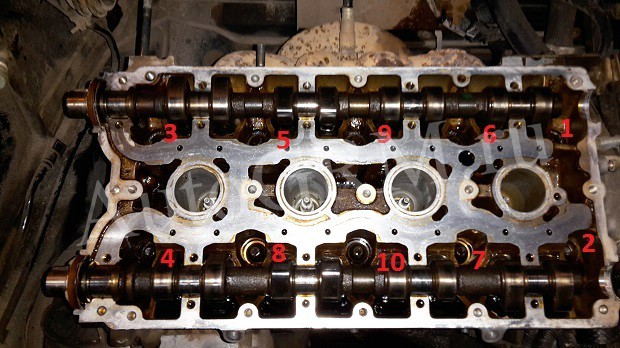
Снимаем головку блока цилиндров. Все шестнадцать клапанов в замену.

Ремонт ГБЦ
Все гидрокомпенсаторы маркируем цифрами при помощи обыкновенного канцелярского штриха и убираем подальше. Вытащить их поможет обыкновенный магнит. Рассухариваем клапана и снимаем маслосъемные колпачки (сальники клапанов), клапана в металлолом, сальники в мусор. Вычищаем все каналы. Головку отвозим на шлифовку, на всякий случай. Промыв после шлифовки еще раз керосином и продув воздухом начинаем собирать.
Свежекупленные клапана расставляем в последовательности, в которой они будут стоять в ГБЦ и по очереди начинаем притирать. Стержень клапана смазываем чистым маслом, а на кромку наносим притирочную пасту.

Вставляем клапан на свое место и надеваем на стержень клапана приспособление для притирки клапанов. В магазинах продается приспособление для ручной притирки, но поскольку на дворе двадцать первый век механизируем процесс. Берем старый клапан и отрезаем от него стержень, на него подбираем резиновую трубку такого диаметра, что бы одевалась с натягом. Стержень в реверсивную дрель, один конец трубки на него, другой на притираемый клапан. На малых оборотах начинаем притирать клапан, постоянно меняем направление вращение и периодически то прижимаем его к седлу то ослабляем усилие. В среднем на клапан уходит секунд двадцать. Вынимаем его и протираем. Клапан считается притертым если на фаске появилась равномерная серая полоска шириной не меньше 1,5 мм.

Такая же полоска должна появится на седле клапана.
Видео притирки клапанов вручную
Для шестнадцати клапанной головки все тоже самое только клапанов в два раза больше.
После притирки все клапана и седла тщательно протираем и промываем керосином, чтобы удалить остатки притирочной пасты. Проверяем на герметичность. Закручиваем старые свечи и ставим все клапана на место. Наливаем керосин и ждем три минуты, если керосин не убежал все хорошо, в противном случае перетираем клапана на этом цилиндре.
Нам пришлось перетереть еще раз четыре клапана, после чего керосин перестал убегать.
Набиваем новые сальники клапанов.

Вставляем клапана на место и засухариваем. Перед этим стержни клапанов смазываем чистым маслом. Смазав чистым маслом ставим на место гидрокомпенсаторы и накрыв чистой тканью убираем головку с глаз долой. С ГБЦ закончили.
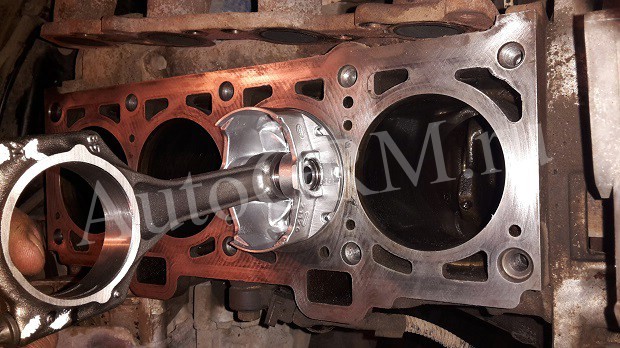
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.

Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Покупаем новую поршневую группу, не гнущею клапана, шатуны и шатунные вкладыши.

Устраняем продольный люфт коленвала
На данном моторе он был замечен. Что бы устранить его заменим упорные полукольца. В наличие есть стандартные и ремонтные размеры. Берем первый ремонтный размер, если будут туго заходить немного сошлифуем. Откручиваем средний коренной подшипник и аккуратно толкнув отверткой сдвигаем полукольца. Метка на нем виде трех засечек, изображена ниже.

Когда полукольцо немного вышло проворачиваем коленвал, он вытолкнет его. Полукольца двух видов спереди белое и желтое сзади, канавки на них должны смотреть в сторону щек коленвала.

Ставим как снимали новые полукольца, если они заходят с большим усилием можно их немного шлифануть на мелком абразивном бруске, только не со стороны канавок. Проверяем люфт. Затягиваем коренной подшипник моментом 8 кгс*м.
Собираем поршневую
Сверху на поршне выбита стрелка, она должна быть направлена к передней части двигателя. А на шатуне есть метки, которые должны смотреть в свою очередь так же. Не перепутайте!

Вставляем одно стопорное кольцо в паз на поршне. Вставляем шатун в поршень и смазав свой и поршневой палец маслом вставляем его на свое место. Вставляем второе стопорное кольцо. Данная операция хоть и кажется простой, но помучится придется. Осматриваем собранную конструкцию все стопорные кольца должны быть четко в своих канавках, в противном случае выскочившее кольцо на работающем двигателе может натворить много бед.

После сборки нужно отломать крышку шатунного подшипника, поскольку шатун выполнен в виде одного целого. На наших машинах так. Для начала выкручиваем болты. Вставляем в тески шатун на уровень метки показанной на рисунке черной стрелкой и слегка его зажимаем, затем легким движением руки отламываем. В первый раз очень страшно. Приставляем крышку на место и закручиваем болты, чтобы в дальнейшем не перепутать.
Проверяем тепловой зазор в поршневых кольцах
Раскладываем каждый комплект колец к каждому цилиндру. В дальнейшем местами их не меняем. По очереди каждое кольцо засовываем в свой цилиндр и немного проталкиваем его поршнем примерно на средину.
Щупами замеряем зазор.

Номинальный зазор: 0.25 — 0.45 мм.
Максимальный зазор для всех 1 мм. Но это попахивает уже расточкой.
Устанавливаем новые кольца
Сначала устанавливаем разжимную пружину маслосъемного кольца, затем само кольцо. Замок маслосъемного кольца должен смотреть в противоположную сторону замка пружины. После устанавливаем нижнее компрессионное и наконец верхнее компрессионное кольцо. На кольцах обязательно выбита надпись «ТОР», она должна смотреть вверх. Кольца в канавках поршня должны обязательно легко вращаться.
Сборка двигателя
Протираем чистой ветошью шейки коленвала, зеркало цилиндров и посадочные места шатунных вкладышей, их кстати можно и обезжирить. Вкладываем новые вкладыши в шатун и крышку, так что бы усики вкладышей вошли в пазы.

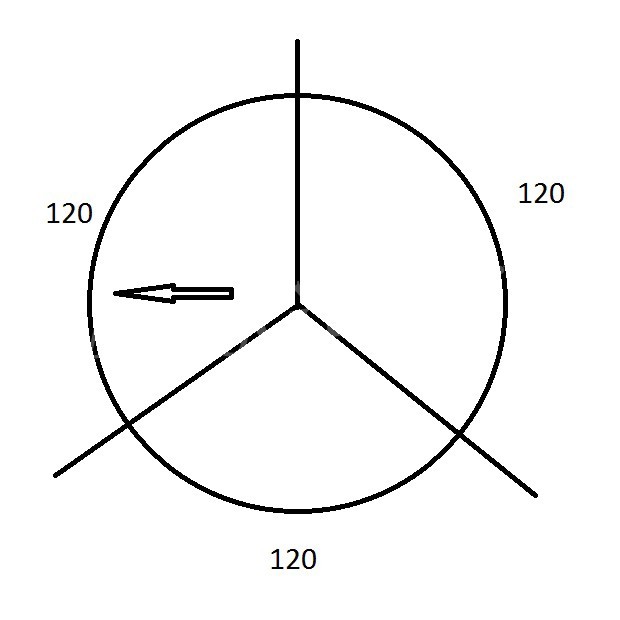
Смазываем чистым маслом вкладыши, шейки коленвала и цилиндры. Разворачиваем поршневые кольца замками так как показано на рисунке, угол между ними должен составлять 120 градусов.
Одеваем на поршень оправку для сжатия колец, предварительно смазав ее внутри чистым маслом. Не забывая про направление, стрелка на поршне должна быть направлена к передней части двигателя, ставим его в свой цилиндр.

Коленвал проворачиваем таким образом, чтобы шатунная шейка была в самом низу. Аккуратно постукивая деревянной ручкой молотка проталкиваем поршень в цилиндр. Снимаем оправку и толкаем поршень вниз до момента, когда шатун сядет на коленвал. Снизу ставим крышку шатунного подшипника, помним про метки. Затягиваем болты крепления крышки шатуна моментом 5 кгс*м. Тоже повторяем со всеми остальными цилиндрами.

Ставим на место все что сняли снизу. Сверху продуваем и очищаем отверстия под болты крепления ГБЦ. Ставим новую прокладку ГБЦ и саму головку. Смазываем болты тонким слоем масла, главное без фанатизма. Болты затягиваем в несколько проходов в порядке обратном откручиванию, смотри фото в начале статьи. Последовательность затяжки следующая:
- сначала все затягиваем моментом 2 кгс*м
- затем все затягиваем моментом 7 – 8 кгс*м
- доворачиваем на 90 градусов
- еще раз доворачиваем на 90 градусов
Ставим гидрокомпенсаторы, распредвалы и крышку подшипников распредвала. Все трущиеся поверхности смазываем чистым маслом. Перед установкой крышки подшипников распредвала смазываем тонким слоем герметика периметр и ободки вокруг свечных колодцев. Затягиваем болты крышки подшипников, в порядке обратном раскрутки, моментом 2 кгс*м, смотри фото в начале. Ну и дальше устанавливаем все детали в порядке обратном снятию. Заливаем все жидкости и заводим, завестись может не сразу, это нормально. При первом запуске дымить будет хорошо, пока не обгорит масло на цилиндрах, смотрим что бы погасла лампа давления масла. Даем поработать минуту и глушим, смотрим вдруг где что потекло. Заводим еще несколько раз постоянно увеличивая интервал работы, доводим до рабочий температуры, постоянно проверяя масло и антифриз, так же обращаем внимание на то что бы не появились посторонние шумы. Даем отдохнуть часок и снова на холостой ход где-то на часик, постоянно контролируем температуру. Ну а далее обкатка если точили, если нет, то можно ехать только первую тысячу километров стараться не поднимать обороты выше 3000 ну и не тягать на буксире.