Притирочная паста
 Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты. Например, такие как на рисунке в форме клапанов. Её следует выбирать из своих финансов и предпочитаемого производителя.
Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты. Например, такие как на рисунке в форме клапанов. Её следует выбирать из своих финансов и предпочитаемого производителя.
Притирочная паста отличается по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет быстрее. Все зависит не от самой пасты, а от состояния клапанов и фасок и правильности процесса. Для кого-то обычный тюбик за 100 рублей сойдет, другим подавай только профессиональную.
Если делаете самостоятельно, то лучше начать с обычной притирочной пасты, не с самой дорогой. Если что-то пойдет не так, то докупить нужную в процессе.
"Шарошка" для снятия металла
 Данный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Данный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Нужны ли шарошки? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если повреждены (прогаром), тогда нужно обработать специальными шарошками. В общем, технология такова — сперва лучше поменять направляющие клапанов, далее притирка.
Новые клапана
Они не всегда нужны. Если обнаружили, что клапана несколько изогнуты, то попытка их выпрямить ни к чему не приведет, за исключением потраченных сил и времени. Более правильным будет направиться в магазин и приобрести новый комплект клапанов для двигателя.
При замене клапанов обратите внимание на качество. Высота их должна быть одинаковой, на стержнях, торцах и рабочих уплотняющих фасках не допускается рисок и шероховатостей. Лучше перед установкой отполировать стержни до зеркального блеска. Полировке стоит подвергнуть также плоскость тарелки и "черную" шейку клапана, так он будет меньше нагреваться и обрастать нагаром. Уплотняющую фаску не трогайте, её надо только притереть к седлу.
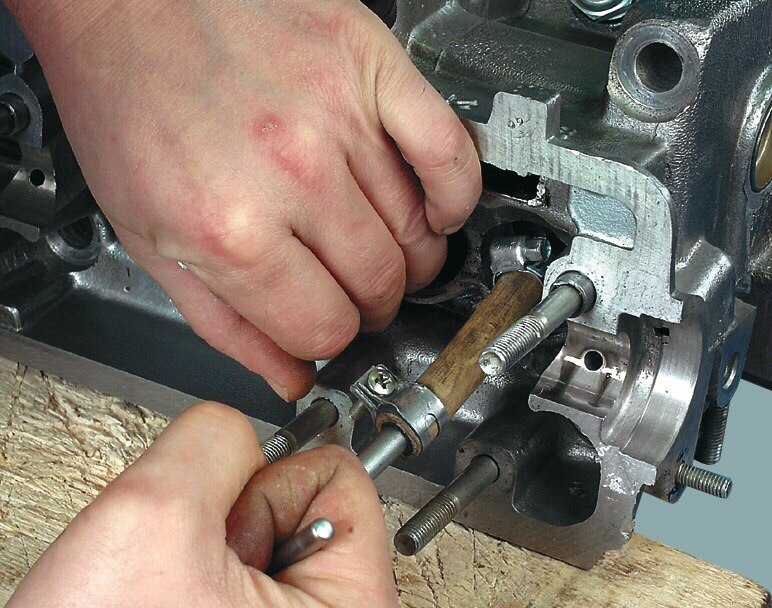
Инструмент
 Можно использовать для этих целей дрель и резиновый шланг. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Можно использовать для этих целей дрель и резиновый шланг. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Также не надо совершать круговые движения, а лучше имитировать работу клапана вперед и назад. Данный способ не очень хороший, и занимает много времени.
Процесс притирки клапанов
У клапанов и седел встречаются два вида дефектов: рабочие фаски покрыты раковинами и налетом нагара, но имеют правильную форму; рабочие фаски покрыты раковинами и нагаром, но их правильная коническая форма нарушена — на них образовалась ступенчатая поверхность, а коническая фаска закруглилась.
В первом случае клапан достаточно притереть, во втором — перед притиркой рабочую фаску протачивают на токарном станке, а седло клапана обрабатывают коническими шарошками. Притирают с помощью дрели, при вращении которой клапан автоматически повертывается в ту и другую сторону и постепенно вращается по окружности. Можно делать ручной дрелью или отверткой, но это займет дольше времени.
На фаску клапана и седла для грубой притирки наносят слой притирочной пасты для клапанов. Клапан вращают на 120° и в противоположную сторону при легком нажатии на головку клапана.
Видео — как сделать своими руками
Методы проверки качества
Чтобы узнать, выполнена притирка или нет — обратите внимание на поверхность клапана – на ней образуется дорожка серого цвета шириной около двух миллиметров. Если таковая имеется, значит, процесс притирки завершен.
 Еще одной деталь — использование масла, как финальной пасты. Его нужно нанести, предварительно смыв пасты всех слоев. Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Еще одной деталь — использование масла, как финальной пасты. Его нужно нанести, предварительно смыв пасты всех слоев. Данная процедура позволяет определить степень притирки, поскольку все раковины, если они будут, будут видны.
Как бы не притирали клапана, двигатель все равно "доведет его под себя". Можно потратить уйму сил, обеспечить абсолютную герметичность, но через пару часов работы мотора уплотнение клапанов ухудшится. Можно притереть клапаны небрежно, например керосин будет выступать из-под клапана, но не рекой. И через несколько дней работы мотора герметичность улучшится.
Если начать измерять их на протекание, то окажется что в обоих случаях мотор приработал клапаны до оптимального состояния. Поэтому "выделывания" с притиркой разными пастами, финишной доводкой пастой ГОИ можно назвать лишней тратой времени.
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.

Полный комплект инструментов для ремонта седел клапанов
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
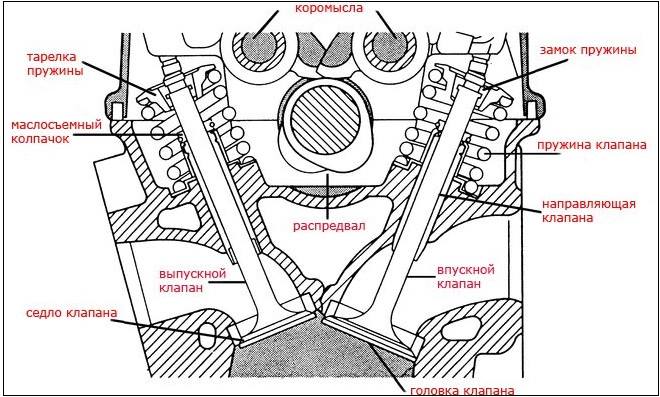
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.

Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.

Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Следует иметь в виду, что на седле клапана необходимо обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таких фасок используется свой зенкер, имеющий определенный угол наклона режущей части.
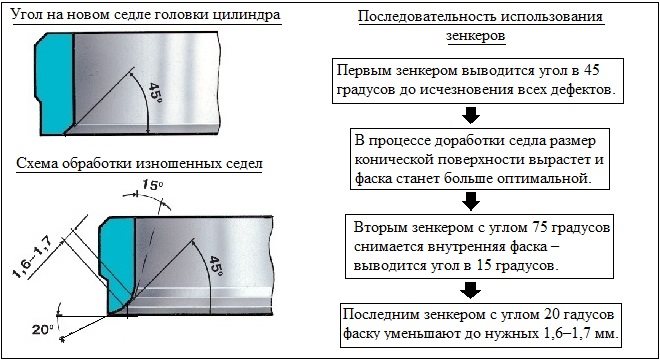
Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.

Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.
От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.
2. "Шарошка" для снятия небольшого выработонного слоя металла на клапанном гнезде.
3. Новые клапана.
4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.
Второе "шарошка", с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
• трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
• дрель, сверло на 8.5мм
• контактная или газовая сварка (автоген).
• гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
После того как все готово можно приступить к притирке.
1. Берем новый клапан, вставляем в клапанную втулку.
2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 21, чтобы смесь стала похожа по вязкости на шампунь.
3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).
4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой.
После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.
Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.