Ремонт резьбы в свечном отверстии. Казань.
Стоимость работ в нашем сервисе — от 1000 рублей за одно отверстие (стоимость деталей и материалов включена)
Основное правило при замене свечей зажигания – закрутить свечу на несколько оборотов от руки! Если свеча легко закручивается от руки – это говорит о том, что она идет по резьбе – дальше можно работать инструментом.
Если же свечу начинать закручивать сразу с помощью инструмента (свечной ключ, вороток с головкой и т.п.) свеча может пойти не по резьбе. И если продолжать вкручивать свечу с усилием – резьба в свечном отверстии будет повреждена. Иногда ее можно частично восстановить, особенно если свечу не глубоко вкрутили не по резьбе. Но если свечу смогли закрутить не по резьбе до упора – придется устанавливать ремонтную втулку – футорку.
Итак, имеем автомобиль с поврежденной резьбой в свечном отверстии. Для начала пробуем пройти отверстие метчиком М14х1,25. Вкручиваем свечу, затягиваем ее моментом 31-35 Н-м. Если свеча не провернулась в отверстии – значит повезло. В следующий раз нужно быть особо внимательным при замене этой свечи.
Если восстановить резьбу не удалось, свеча не затягивается требуемым моментом и проворачивается – приступаем к установке ремонтной втулки. Готовые ремонтные втулки можно приобрести в магазине автозапчастей. Длина втулок бывает разная — выбирайте под свои свечи. Последний виток полностью закрученной свечи не должен выступать за край резьбы ремонтной втулки.

Специально для ремонта понадобятся: сверло 16,5 мм, метчик 18х1,5, ремонтная втулка. Если головка блока с глубокими свечными колодцами ( ВАЗ 2112, ЗМЗ 405, 406) необходимо снимать головку с двигателя. На 8-клапанных моторах ВАЗ 2114, Калина, Гранта есть доступ к свечным отверстиям – головку блока снимать не обязательно.

Выставляем поршень ремонтируемого цилиндра в ВМТ (верхнюю мертвую точку). Контролируя отверткой через свечное отверстие, смещаем поршень на 2-3 см. вниз (во избежание повреждения поршня прошедшим сверлом или метчиком). Ставим сверло по оси отверстия с максимально возможной точностью. Угол наклона по вертикали и горизонтали легче контролировать относительно вкрученных свечей в соседних цилиндрах.
Начинаем сверлить отверстие с минимальным нажимом на дрель. Торопиться не стоит – лучше медленней, но точнее. Будьте осторожны! Не допускайте глубокого проскакивания сверла в цилиндр – можете повредить поршень или стенку цилиндра!
Далее метчиком М18х1,5 нарезаем резьбу. Не торопимся. Проходим поступательно-возвратно, 2/3 оборота по часовой, 1/3 оборота против часовой стрелки. Каждые 3-4 витка выкручиваем метчик для очистки от стружки и для смазки. Смазываем моторным маслом, масло жалеть не надо.
После нарезания резьбы тщательно продуваем цилиндр сжатым воздухом. Промываем резьбу бензином, продуваем еще раз.
Раньше мы сажали втулки на резьбовой герметик Локтайт. Но в настоящее время предпочитаем белый казанский герметик. Он лучше уплотняет и герметизирует резьбу, и при повышенных температурах схватывается не хуже холодной сварки. Кстати, холодную сварку тоже можно использовать для фиксации ремонтных втулок.
Накручиваем ремонтную втулку на свечу, наносим на наружную резьбу втулки герметик или холодную сварку, закручиваем свечу с втулкой в подготовленное отверстие моментом 30-35 Н-м. Ждем когда подсохнет, заводим двигатель. Все!

Восстановление резьбы свечного отверстия
Восстановление резьбы свечного отверстия
Повреждение резьбы свечного отверстия не позволит уплотнительному кольцу или конусу свечи надежно герметизировать цилиндр. Существует несколько способов ремонта, и некоторые из них позволяют не снимать головку блока цилиндров с двигателя.
Большинство операций технического обслуживания автомобиля производится с отворачиванием и затягиванием различных резьбовых элементов крепления. Если при этом повреждается болт, гайка или шпилька, то их заменяют новыми. В случае нарушения резьбы в корпусной детали — головке и блоке цилиндров двигателя, картере коробки передач и т.д. — чаще всего целесообразней провести ремонт.
Свечи зажигания не относятся к элементам крепления, но имеют присоединительную резьбу, основными причинами повреждения которой являются:
- использование свечного ключа, конструкция которого не обеспечивает правильной фиксации свечи, что может привести к ее перекосу при заворачивании;
- попадание в резьбу загрязнений. Чтобы этого избежать на двигателях с незакрытым свечным углублением (колодцем), необходимо перед демонтажем свечи отвернуть ее на один-два оборота и удалить грязь продувкой сжатым воздухом или кистью;
- затяжка свечи с усилием, превышающим допустимое. Отраслевой стандарт 37.003.081.98 предусматривает затягивание свечи c усилием от 30 до 45 Н·м (примерно 3,0 — 4,5 кгс·м) при толщине уплотнительного кольца от 1,4 до 2,0 мм. Свечи с коническим уплотнением необходимо затягивать усилием 20-25 Н·м (примерно 2 — 2,5 кгс·м), а точная его величина указана в инструкции по эксплуатации конкретного автомобиля.
Восстановление резьбы в отверстии производится разными способами, которые имеют свои особенности. В каждом отдельном случае из них выбирают наиболее подходящий по конструкции детали, технологическим возможностям мастерской, трудоемкости и стоимости. При всех способах ремонта обязательными требованиями являются:
- обеспечение соосности старого и нового резьбовых отверстий;
- соблюдение допусков всех размеров.
Для ремонта головки используют заплавление свечного отверстия или установку резьбовой вставки — фланцевой, спиральной, самонарезной, а также с фиксирующим пояском. Вставки не должны выступать в камеру сгорания, а окончательной операцией их установки является калибровка свечной резьбы метчиком для устранения деформаций, появившихся в процессе монтажа.
Заплавление свечного отверстия

Головку блока цилиндров снимают с двигателя и сваркой заплавляют дефектное свечное отверстие. На координатно-расточном станке (как минимум, фрезерном) производят механическую обработку углубления под свечу и восстановление привалочных плоскостей. Затем под определенным углом сверлят новое отверстие и нарезают резьбу. Если резьба имеет наиболее распространенную размерность М14х1,25 (рис. 1), то диаметр отверстия составляет 12,7 мм.
Окончательной операцией является опрессовка головки блока — проверка ее герметичности избыточным давлением воздуха в водяной ванне с подогревом.
Интенсивный нагрев в зоне сварки может привести к образованию трещин в месте ремонта. Поэтому металл наплавляют только в крайнем случае, когда нельзя использовать другие способы или предполагается замена этой дорогостоящей детали. Например, невозможно установить резьбовую вставку из-за трещины или небольшой толщины стенки между свечным отверстием и каналом охлаждения у двигателей с четырьмя и пятью клапанами на один цилиндр.
Установка вставки с опорным фланцем
Головку блока цилиндров устанавливают на расточной или фрезерный станок. Рассверливанием свечного отверстия удаляют сорванную резьбу и нарезают новую для установки ремонтной резьбовой вставки.
Вставку изготавливают (как правило, из бронзы) на токарном станке. Внутри нарезают свечную резьбу, а если ее размерность М14х1,25, то наружную делают М18х1,25, но чаще используют наиболее распространенную М18х1,5. Технология изготовления фланцевых вставок из бронзы не может обеспечить их прочность при меньшем наружном диаметре.
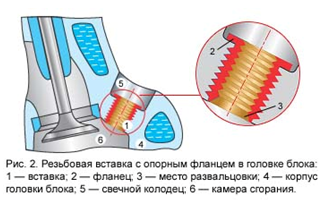
Для отвода тепла от свечи вставка должна плотно "сидеть" в отверстии, поэтому ее наружная резьба имеет диаметр несколько больше номинального. На нее наносят бакелитовый лак и заворачивают в головку блока (рис. 2) с помощью свечи. Фиксируют деталь развальцовкой тонкого края вставки со стороны камеры сгорания.
При сверлении и нарезании резьбы вручную, без снятия головки блока с двигателя, невозможно обеспечить соосность нового и старого отверстий. В результате свечное отверстие может стать не пригодным к ремонту. К тому же трудно избежать попадания стружки в цилиндр и надежно зафиксировать вставку, исключив отворачивание ее вместе со свечой.
Из-за опорного фланца вставки свеча занимает нештатное положение, а использовать этот способ для ремонта головок с коническим уплотнением свечей не позволяют небольшие диаметры свечных колодцев.
Между бронзовой вставкой и алюминиевой головкой происходит процесс электрохимической коррозии, которая будет усиливаться за счет проникновения раскаленных газов из цилиндра. Это ограничивает срок службы головки, отремонтированной таким способом.
Установка резьбовой вставки с опорным фланцем возможна только на устаревших двигателях, у которых стенка между свечным отверстием и каналом охлаждения имеет достаточную толщину, а свечной колодец — подходящий диаметр.
Установка спиральной вставки
Чаще всего этот способ используют на снятой головке блока цилиндров, но, если позволяет диаметр, расположение и глубина свечного колодца, двигатель не разбирают.
Перед проведением операций необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Подготовку свечного отверстия производят комбинированным метчиком, который позволяет обойтись без металлорежущих станков. Если головка находится на двигателе, в углубления метчика закладывают пластичную смазку (например, "Литол") для удержания стружки.
Комбинированный метчик (фото 1) имеет две размерности — М14х1,25 под свечу и М16х1,25 под спиральную вставку. При заворачивании в поврежденное свечное отверстие метчик центрируется в нем и нарезает резьбу без перекоса.

Вставка (см. фото 1) представляет собой проволочную пружинную спираль ромбического сечения с загнутым технологическим поводком. Внутренний диаметр и шаг спирали соответствуют резьбе свечи, а наружный — больше ремонтной резьбы для надежной фиксации. Например: при восстановлении резьбы М14х1,25 наружный диаметр спирали в свободном состоянии будет 16,4 мм.
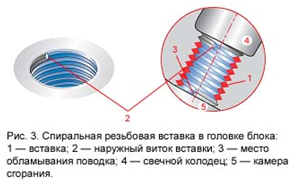
Спиральную вставку вворачивают за технологический поводок специальным ключом. При этом спираль сжимается, уменьшается ее наружный диаметр, позволяя вставке встать в ремонтную резьбу. Установку ее производят со стороны свечного колодца до того момента, пока ее наружный виток не опустится на 0,5 мм ниже плоскости (рис. 3) под уплотнительное кольцо свечи. Затем специальным бородком срубают технологический поводок, а если головка расположена на двигателе, то его обламывают и удерживают длинногубцами, чтобы избежать попадания этой части резьбовой вставки в цилиндр.
При наличии соответствующих вставок и метчиков можно восстановить резьбу не только свечных отверстий (см. таблицу).
В нашей стране пружинные спиральные вставки применяют для ремонта резьбовых отверстий с начала 40-х годов прошлого столетия. Этим способом в настоящее время пользуются и за рубежом.
Установка самонарезной вставки
Головку блока цилиндров снимают с двигателя и в свечном отверстии нарезают ремонтную резьбу комбинированным метчиком М14х1,25 и 5/8", близкую по размерам к М16х1,25 (фото 2).

Метчик заворачивают в отверстие на глубину, достаточную для срезания его разворачивающей частью (см. фото 2) вершин ремонтной резьбы, что обеспечивает начальный момент заворачивания вставки.
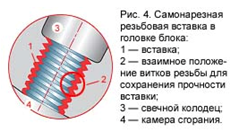
Технология изготовления вставки предусматривает определенное взаимное положение витков внутренней и наружной резьбы (рис. 4). Это позволяет без снижения прочности использовать наружную резьбу меньше, чем у вставки с опорным фланцем.
Диаметр наружных витков вставки — 16,5 мм, что примерно на 0,6 мм больше предварительно нарезанной резьбы, а на ее боковой поверхности сделаны три углубления, облегчающие процесс самонарезания.
При установке специальным приспособлением (см. фото 2) вставка нарезает резьбу своего диаметра и профиля, что обеспечивает надежную ее фиксацию (см. рис. 4). Герметичность соединения с головкой блока достигается применением термостойкого клея, который перед установкой наносят на наружную поверхность вставки. Направляющую втулку установочного приспособления (см. фото 2) можно снять только со стороны камеры сгорания, что и вынуждает демонтировать головку с двигателя.
Данный способ позволяет ремонтировать только отверстия для свечей с уплотнительным кольцом.
Установка вставки с фиксирующим пояском
Все операции выполняют не снимая головки блока с двигателя. Перед их проведением необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Ремонтную резьбу в поврежденном свечном отверстии нарезают комбинированным метчиком М14х1,25 и М17х1,25 (фото 3).

Для улавливания стружки углубления в теле метчика заполняют пластичной смазкой, которую после нарезания резьбы удаляют.
При изготовлении вставки ее внутреннюю и наружную резьбу нарезают определенным способом, не допускающим совмещения выступов и впадин профиля (рис. 5), что обеспечивает необходимую прочность детали. Установочное приспособление (см. фото 3) позволяет заворачивать вставку в глубокие свечные колодцы и легко демонтируется с внешней стороны головки блока. Герметичность обеспечивается термостойким клеем. Два наружных витка вставки имеют накатку (см. фото 3), которая надежно ее фиксирует (см. рис. 5) после развальцовки оправкой со специальным профилем (см.фото 3).

Данный способ позволяет ремонтировать отверстия как для свечей с уплотнительным кольцом, так и с коническим уплотнением.
("Полезные страницы" выпуск 11, 2002)

Была проблема, после замены свечей зажигания, оказалось что третий свечной колодец уже имел ремонтную футорку. И получилось так, что я своими &^%@#$%^&* руками все усугубил. В результате чего предстоял восстановительный ремонт резьбы, т.к. из-под вновь вкрученной свечи прорывались газы.
Степень сложности работы: 2 из 5
Количество исполнителей: 1
Место проведения операции: на площадке
Время проведения операции:
■ Трещетка под 1/2» квадрат;
■ Удлинитель торцовой головки под 1/2» квадрат, 250 мм;
■ Торцовая головка 21 мм под 1/2» квадрат, высокая, свечная;
■ Набор для восстановления резьбы свечных колодцев;
■ Неразъемный резьбовой герметик-фиксатор термостойкий 9 мл;
■ Обезжириватель;
■ Средства индивидуальной защиты;
■ Чистая ветошь;
■ Смазка (литол, штус-4 и т.п.).

Ход выполнения работ:
!ВНИМАНИЕ! Крайне не рекомендуется производить данную операцию не снимая ГБЦ!
1. Выкручиваем заменяемую свечу. Выкручиваем свечу и по необходимости чистим свечной колодец от грязи и инородных загрязнений.
2. Нарезаем новую резьбу в свечном колодце. Из набора для восстановления резьбы свечных колодцев берем метчик. Собираем рабочий инструмент из трещотки, удлинителя, торцовой головки 21 мм и метчика из набора. Затем намазываем смазку (литол, шрус и т.п.) на метчик — для того чтобы большая часть металлической стружки осталась на метчике. И нарезаем новую резьбу в свечном колодце. Старайтесь держать инструмент ровно в одном положении.


3. Чистим и обезжириваем резьбовые соединения. Теперь чистим и обезжириваем резьбу в свечном колодце (там еще осталась металлическая стружка) и резьбу футорки из набора (Я использовал футорку предпоследней длинны).

4. Наносим резьбовой герметик. Футорку из набора накручиваем на новую свечу. Затем наносим резьбовой герметик тонким слоем на обезжиренную резьбу футорки. И закручиваем Футорку вместе со свечой в свечной колодец.


После проведения работ необходимо выждать 2 часа до полимеризации резьбового герметика и не менее 6 часов до полного набора его прочности.

P.S. Если взяться восстанавливать резьбу как говорится "с нуля", то получается кругленькая сумма. Возможно дешевле будет обратиться в автосервис!
Трещотка 1/2» — 500+ р.;
Удлинитель 1/2» — 200+ р.;
Головка 1/2» 21 мм — 200+ р.;
Набор для восстановления резьбы — 500+ р.;
Резьбовой герметик-фиксатор — 200 р.;
Смазка — 100 р.;
Итого: 1700+ р.