
Ремонт головки блока цилиндров может состоять как из одной, так и большого комплекса различных технологических операций. Вот некоторые виды из них: правка / шлифовка плоскости ГБЦ, опрессовка ГБЦ, мойка ГБЦ, сборка / разборка клапанного механизма, замена маслосъемных колпачков, замена направляющих втулок клапанов, замена седла клапана, правка седла клапана, правка и чистка рабочей фаски клапана, притирка клапана, ремонт постели распредвала, замер и регулировка зазора клапанного механизма, ремонт свечного отверстия. Далее немного подробнее рассмотрим каждую из них. Механика ремонт ГБЦ:
Правка / шлифовка плоскости головки блока цилиндров
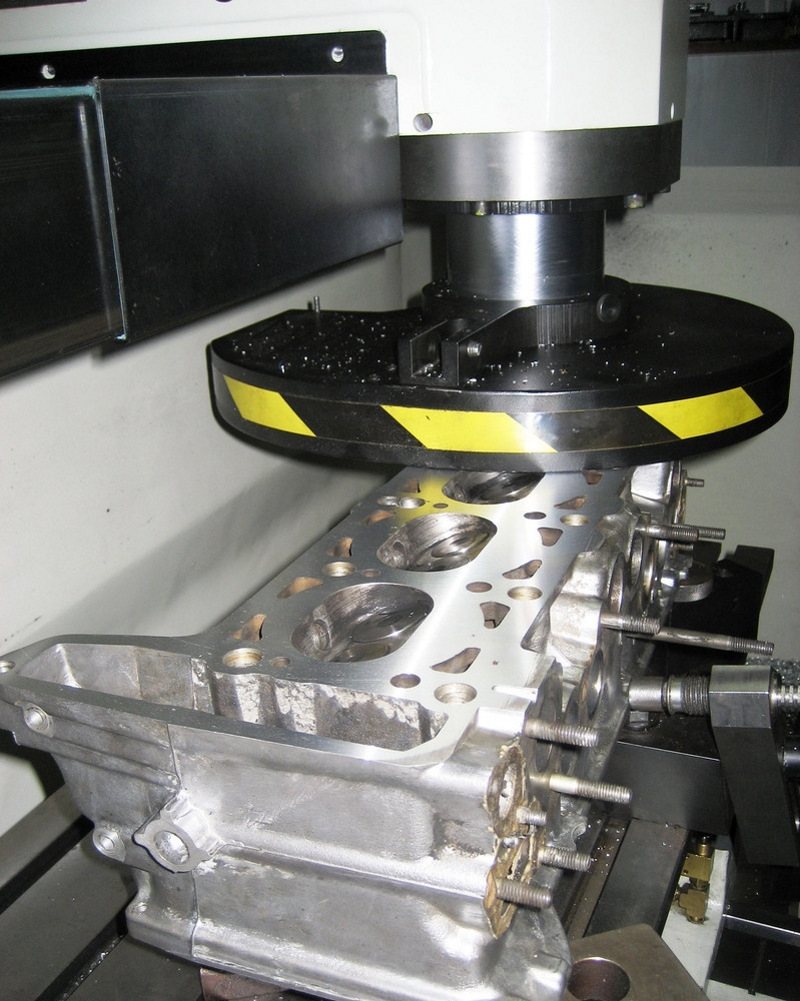
Самой распространенной поломкой при перегреве двигателя является деформация привалочной плоскости головки блока цилиндров. Это происходит как с алюминиевыми головками, так и с чугунными. Для выявления величины прогиба ГБЦ используется специальный измерительный инструмент, а шлифовка головки блока цилиндров (правка плоскости) выполняется на вертикально – фрезерном станке или плоскошлифовальном станке. Так же величина прогиба влияет на количество необходимых проходов фрезы для выравнивания плоскости ГБЦ.
Опрессовка головки блока цилиндров
В большинстве случаев визуально обнаружить трещину в головке блока цилиндров практически не возможно. Для выявления микротрещин в «теле» гбц применяется опрессовка. Суть данной операции заключается в подачи воздуха под давлением в канал охлаждения разогретой гбц. Для этого используется специальная ванна с горячей водой — около 80 градусов С, а все окна рубашки закрываются резиновыми уплотнителями. Для подачи воздуха оставляют один открытый канал. Утечки определяют по наличию пузырьков воздуха.
Мойка головки блока цилиндров
Перед сборкой ГБЦ обязательна её мойка. Предусматривается несколько видов моек: технологическая (черновая), чистовая, мойка в ультразвуковой ванне, химическая мойка. Для достижения наилучшего результата можно использовать сразу несколько видов моек. После мойки ГБЦ обязательно продувается от остатков моющего раствора.
Сборка / разборка клапанного механизма головки блока цилиндров
Разборка гбц — это важный процесс, который позволяет выявить необходимый объем работ для восстановления детали. одновременно с разбором проводится дефектовка и необходимые замеры. Тщательно осматриваются и промеряются клапана, направляющие втулки клапанов, седла клапанов. Замене подлежат детали, износ которых превышает допустимые значения.
Замена маслосъемных колпачков
При сборке ГБЦ обязательно устанавливается новые комплект маслосъемных колпачков или их еще называют сальниками клапанов. От правильности их установки и качества самих колпачков зависит надежная работа двигателя. Мы используем детали известных мировых брендов, доказавших свою надежность своих изделий многолетним опытом эксплуатации.
Замена направляющих втулок клапанов
При сильном износе направляющие втулки клапанов подлежат замене. Для это необходимо предварительно разогреть ГБЦ, и с помощью специнструмента извлечь старую втулку. После этого устанавливается новая направляющая втулка клапана, заранее охлажденная. Если в головке блока цилиндров разбито посадочное отверстие под втулку, то изготавливается ремонтная втулка с увеличением внешнего размера.
Замена седла клапана
На этапе разбора ГБЦ, обязательной дефектовке подвергаются седла клапанов. При наличии на них сколов, прогаров, раковин, либо при просадке их в тело головки необходима их замена. Это очень ответственная и тонкая работа. На станке вырезается старое седло. Далее изготавливается новое седло с заданными параметрами. Оно охлаждается и устанавливается в посадочное место с определенным натягом.
Правка седла клапана
Правка седла клапана выполняется для восстановления заводских параметров седел. Для это используются специальные фрезы. При выполнении данной операции очень важно соблюсти соосность кромки седла и направляющей втулки клапана.
Правка и чистка рабочей фаски клапана
В процессе работы одними из самых нагруженных частей гбц являются клапана. Если после промера все размеры находятся в допусках, то клапана чистят от нагара и правят рабочую фаску под необходимым углом. При этом биение фаски относительно стержня клапана не должно превышать 0.05 мм.
Одна из конечных операций при сборке ГБЦ является притирка клапана. В ряде случаев она бывает не нужна.
С использованием специальной пасты, клапан притирается к седлу, до появления ровного пояса. После этого клапан обязательно проверяется на утечки. После завершения притирка клапанов все детали промываются и продуваются от остатков притирочной пасты и абразива.
Замер и регулировка зазора клапанного механизма
Во многих случаях после ремонта головки и сборки, необходим замер и регулировка зазора клапанов. Специальным измерительным щупом промеряются зазоры между кулачком распредвала и толкателем клапана. Если зазор выходит из допусков заявленных производителем, то подбираются регулировочные шайбы необходимой величины. Далее они устанавливаются, и все зазоры промеряются еще раз.
Ремонт деталей двигателей
Тел.: 8 (495) 325-01-31, 8 (495) 785-81-37
ул.Кантемировская, 59А [схема проезда]
Специальное предложение
Новая установка для гидравлических испытаний позволяющая опрессовывать крупногабаритные детали размером:
Новости
Внимание.
По многочисленным просьбам наших клиентов, мы изменили часы работы. Теперь наши двери открыты для вас с 8:30 по будням!
Автозапчасти и комплектующие
Услуга от компании ООО"МоторИнтех" Автозапчасти и комплектующие для вашего автомобиля в наличии и на заказ.
Телефоны: 8 (495) 325 0131, 8 (495) 785 8137 (многоканальный)
Правила оказания услуг
Правила оказания услуг (выполнения работ) по восстановлению деталей и узлов двигателей ООО «МоторИнтех»
Вопросы и ответы
Ознакомтесь с нашим F.A.Q.
Ответы на часто задаваемые вопросы.
Есть вопросы? Задавайте!
Если у Вас возникли вопросы
Вы можете отправить письмо.
Перед обработкой плоскости или диагностикой клапанного механизма проводится опрессовка ГБЦ. Единственной операцией выполняемой до этого — технологическая мойка. Опрессовка представляет собой проверку рубашки охлаждения на герметичность. Если выявляются повреждения — производится оценка возможности дальнейшего ремонта. По результатам оценки принимается решение о целесообразности ремонта данной головки блока цилиндров. Опрессовка производится так же после удалении форсунок, обломков свечей накаливания, замене седел и технологических заглушек, сварочных работ проводимых на данной головке блока цилиндров(ГБЦ).
Под ремонтом ГБЦ подразумевают так же работы с клапанной группой. Притирка клапана, замена седла клапана, замена втулки клапана.




Стоит отметить, что опрессовка головки блока — одна из услуг, предоставляемых ООО «МоторИнтех». Данная технология применяется при опрессовывании:
- радиаторов;
- теплообменников;
- коллекторов в легковых автомобилях;
- упомянутых ГБЦ.
Мы готовы предложить вам полный спектр услуг по диагностике и ремонту ГБЦ. Благодаря своему профессионализму, огромному опыту работы и наличию всего необходимого инструмента, мы можем выявить все имеющиеся проблемы и эффективно их устранить. Мы гарантируем вам высокое качество выполнения всех работ, в том числе и ремонт ГБЦ, также наши сотрудники помогут вам осуществить подбор вкладышей.

Вас интересует выгодная цена на ремонт головки блока цилиндров двигателя? Наиболее доступную стоимость готов предложить вам специализированный центр ООО «МоторИнтех». Доверять все работы, связанные с двигателем в целом и с ремонтом ГБЦ можно только профессионалам. Почему? По той простой причине, что без соответствующего опыта и знаний, без профессионального инструмента, мотор так и останется до конца «не долеченным».
Правильная работа ГБЦ — основная составляющая успешной работы двигателя в целом. Наиболее качественный ремонт ГБЦ возможен только при наличии высокотехнологичного оборудования и квалифицированных специалистов.
Ремонт ГБЦ включает в себя несколько этапов: подготовительные работы (мойка и опрессовка, разборка и дефектация), ремонт деталей клапанного механизма, ремонт постелей распределительных валов, ремонт резьбовых соединений и отверстий, обработку плоскостей и окончательную сборку.
Подготовительные работы
Любые работы по ремонту ГБЦ начинаются с демонтажа навесного оборудования и технологической мойки. Это позволяет очистить ГБЦ от масляных отложений, продуктов горения и других загрязнений, которые могут скрыть поверхностные дефекты ремонтируемой детали. Первоначальная оценка объема работ и порядок их выполнения в случае обнаружения таких дефектов может значительно изменяться.
Следующий этап подготовки к ремонту — опрессовка ГБЦ, в ходе которой проверяется герметичность рубашки охлаждения, при обнаружении микротрещин, в большинстве случаев ГБЦ подлежит замене. Опрессовка также проводится после замены прогоревших, износившихся или разрушенных седел клапанов. Работы по опрессовке выполняются специалистами ООО «МоторИнтех» на специальном оборудовании в условиях максимально приближенных к условиям работы двигателя.
Для дальнейшего определения состояния ремонтируемой головки необходима разборка клапанного механизма и его последующая дефектация. Даже такая незначительная операция должна выполняться исключительно профессионалами, что гарантирует сохранность разбираемых деталей и возможность дальнейшего их использования. Дефектация, ремонтируемых ГБЦ, проводится с помощью специального измерительного инструмента. В ходе дефектации определяется объем предстоящих работ по ремонту ГБЦ.
Ремонт деталей ГБЦ

После проведения подготовительных работ производится замена изношенных и деформированных деталей новыми. При отсутствии заводских направляющих втулок клапанов, таковые могут быть изготовлены в нашем специализированном центре ООО «МоторИнтех» из аналогичных сплавов. Всегда заменяются все резиновые детали, прокладки и сальники.
Наибольшую сложность представляет собой восстановление распределительных валов ГБЦ и их постелей. Дефекты, возникающие при неправильной эксплуатации двигателя, (работа без смазки, перегрев двигателя) приводят к деформации распределительных валов и износу опорных шеек и кулачков, образованию задиров, глубоких царапин и рисок как на самих валах, так и на их постелях, что может привести к необратимым последствиям вплоть до выхода из строя всего двигателя. Современные технологии ремонта в большинстве случаев позволяют восстанавливать изношенные поверхности постелей и распределительные валы, продлевая тем самым срок службы ГБЦ. Исключение составляют полые облегченные распределительные валы, которые при любых повреждениях подлежат обязательной замене.
Если у Вас возникли проблемы, связанные с восстановлением Распредвалов и постелей РВ, обращайтесь в наш специализированный центр ООО «МоторИнтех», и мы качественно и быстро решим ваши проблемы.
Следующий этап заключается в восстановлении всевозможных резьбовых и крепежных элементов, резьб свечных колодцев, а на дизельных головках блока отверстий форсунок и свечей накаливания.
Одной из заключительных операций по ремонту ГБЦ является фрезеровка привалочной плоскости. Операция сводится к выравниванию плоскости ГБЦ на фрезерном или шлифовальном станках для обеспечения герметичного соединения головки блока цилиндров с блоком цилиндров по всей площади плоскости и исключения возможных утечек технических жидкостей, циркулирующих в каналах систем смазки и охлаждения. Многие заводы-изготовители допускают незначительное уменьшение высоты головки блока цилиндров и выпускают ремонтные прокладки увеличенной толщины.
Перед окончательной сборкой клапанного механизма необходимо обработать седла и фаски клапанов для обеспечения герметичного перекрытия впускных и выпускных каналов во время работы двигателя. Детали клапанного механизма обрабатываются в специализированном центре ООО «Моторинтех» на современных высокоточных станках, а проверка качества выполненных работ производится на специальных измерительных установках.
В заключение, на некоторых моделях двигателей современных автомобилей необходима ручная регулировка зазоров привода клапанов с помощью измерительных щупов.
Замена направляющих втулок клапанов — это одна из услуг, оказываемых нашим специализированном центром. Обратитесь в ООО "МоторИнтех", и будьте уверены — все работы выполнены профессионально, качественно, в срок.
Почему данный вид работ следует поручить профессионалам? Может быть, с задачей справится и новичок, следуя имеющимся в интернете инструкциям? Ответ однозначен: притирка клапанов и замена направляющих втулок клапанов должна осуществляться только специалистам в мастерской.
Что еще требуется для проведения работ:
- печь;
- специальный инструмент для удаления и установки направляющих втулок;
- оправка, при помощи которой направляющая устанавливается в тело ГБЦ;
- развертки для калибровки отверстий в направляющей втулке.
Если отверстия под направляющую втулку разбито и нет возможности установить стандартную втулку, а ремонтных втулок не существует или проблематично купить втулку, то мы с радостью поможем Вам, изготовив направляющую втулку.



ГБЦ выполнены из сплавов алюминия, имеющих гораздо больший коэффициент расширения при тепловом воздействии, чем те материалы, из которых выполнены направляющие втулки. Таким образом, после нагрева ГБЦ в печи, при помощи специального инструмента можно свободно впрессовывать направляющие. При этом не возникает деформаций посадочного места непосредственно в теле головки.
Если речь идет о чугунных головках, то замена направляющих втулок клапанов проводится без нагревания.
Часто используемое выражение расточка головки блока цилиндров представляет собой обработку (фрезеровку) сопрягаемой поверхности головки с блоком цилиндров.
По мере эксплуатации двигателя, а также после его перегрева происходит нарушение геометрии, что влечет за собой деформацию головки блока цилиндров.


В тех случаях когда это предусмотрено заводом-изготовителем, данную проблему возможно решить путем обработки (выравнивание) плоскости.
Гильзовка блоков или расточка головки самостоятельно не может быть выполнена. Не имея нужных знаний и оборудования, можно только усугубить ситуацию. Лучше доверить профессионалам ООО «МоторИнтех» работу, с которой они сталкиваются ежедневно.
Ремонт постели распредвала — одна из услуг, которые оказывает ООО «МоторИнтех». Для оценки проблемы с постелью распредвала нам нужны: собственно сама ГБЦ, распредвал, крышки крепления распредвала с болтами или шпильками. Сначала производится внешний осмотр и замеры распредвала и мест его посадки. Далее устанавливается система крепления РВ — это могут быть крышки или общая плита. Так же существует туннельная система крепления распредвала. Во всех случаях производятся замеры и вычисляется зазор между валом и постелью. Если он не соответствует значению, указанному заводом-изготовителем — требуется ремонт постели распредвала.


Мы предлагаем вам:
- выполнение всех видов диагностики и ремонта, а также ремонт свечного отверстия;
- гарантированное качество всех работ;
- строгое соблюдение установленных сроков;
- демократичные расценки на все оказываемые услуги.
Обычный ремонт постели распредвала осуществляется в несколько этапов. Для начала все детали тщательно очищаются от масла, грязи и стружки. Далее проверяется распредвал, при необходимости правиться и полируются шейки. Промеряется постель, крышки занижаются и за несколько проходов растачивается постель. В конце осуществляется контрольная сборка с распредвалом.
Но типов ГБЦ достаточно много, соответственно и ремонт постели осуществляемый с каждой в отдельности взятой головкой имеет свои особенности. Поэтому однозначно ответить на вопрос каким образом будет отремонтирована постель, можно сказать только после проведения предварительной диагностики.
Ремонт свечного отверстия, в том числе и восстановление его резьбы, это небольшая часть тех услуг, которые оказывает своим клиентам наш специализированный технический центр. Если вам нужно оперативно и качественно провести диагностику и выполнить все виды ремонтных работ, значит, пришло время обратиться в ООО "МоторИнтех".


Благодаря опыту, знаниям, наличию всего необходимого профессионального инструмента и правильно выбранной методике ремонта, устранить неполадку, то есть, восстановить резьбу свечного отверстия, можно очень качественно и быстро. Мы выполняем ремонт как в ГБЦ, выполненных из чугуна, так и в алюминиевых.
Для проведения таких ремонтных работ, как правило, используются:
- cпециальный инструмент для удаления обломков свечей;
- инструменты для установки футорки в головку блока цилиндра;
- собственно футорки, имеющие определенную конструкцию;
- термостойкие герметики, которые способны предотвратить газовую коррозию в установленных в ГБЦ футорках.
Весь процесс ремонта можно условно поделить на несколько операций. Это удаления обломков,нарезание новой резьбы, усановка футорки и ее фиксация. Обратитесь к нашим мастерам, если вас интересует ремонт свечного отверстия или ремонт блока цилиндров двигателя.

Ремонт седел — один из видов работ, которые проводятся при ремонте головки блока цилиндров. Выполнить этот, а также все остальные виды ремонтных работ, готовы специалисты ООО «МоторИнтех». Абсолютно все работы мы выполним для вас:
- качественно;
- профессионально;
- оперативно;
- не дорого.
Мы можем восстановить поврежденное седло, а также изготовить и заменить его при необходимости.

Для того чтобы все было сделано правильно, нужны не только опыт и знания. Очень важно для проведения каждого из видов работ использовать специальный, профессиональный инструмент. Инструмент — важный фактор обеспечения качества ремонта всех поврежденных деталей и важный фактор качества замены всех деталей, которые уже износились. Материально техническая база нашей специализированного центра позволяет выполнять ремонт в соответствии со всеми техническими требованиям заводов-изготовителей, а также в строгом соответствии с технологией проведения ремонта деталей двигателя. Двигатель — основной агрегат любого транспортного средства, и относиться к его ремонту следует максимально ответственно.
Отметим еще раз: головка блока цилиндров любого двигателя — это чрезвычайно сложный комплекс, состоящий из множества механизмов и узлов. И каждый этап на котором выполняется ремонт головки блока цилиндров двигателя, каждый вид работ, включая ремонт седел, следует доверять высококвалифицированным специалистам.
Притирка клапанов проводится с целью достижения максимальной компрессии. При данном ремонте сначала производится обработка фаски клапана и фаски седла на специализированном станке, далее в случае необходимости с помощью притирочной пасты поверхности дотираются. Контроль производится вакууметром. Данный вид работ проводит наш специализированный центр ООО «МоторИнтех».
Естественно, заменить клапан или выполнить ремонт седел намного выгоднее, чем покупать новую головку блока цилиндров(есть исключения). Гораздо проще доверить эту работу специалистам, чем вникать в тонкости выбора притирочной пасты и приобретать специальные наборы инструментов, необходимые для профессиональной притирки.


Наша компания может предложить Вам услуги:
- замена направляющих втулок клапанов;
- ремонт или замена седел;
- ремонт головки блока цилиндров двигателя;
- опрессовка ГБЦ;
- подбор вкладышей;
- правка вала и многие другие работы.
Притирка проводится на снятой головке блока цилиндров.. Не менее важно провести проверку эффективности притирки. Обращайтесь к нам, чтобы притирка клапанов была проведена профессионально и качественно.
— Изменение размеров рабочих поверхностей деталей происходит в результате их износа. При неравномерном износе возникают погрешности в геометрии — овальность, конусность / седло клапана, направляющая втулка клапана/
— Нарушение точности взаимного расположения рабочих поверхностей обычно проявляется в виде нарушений расстояния между осями цилиндрических поверхностей, непараллельности или перпендикулярности осей и плоскостей, несоосности цилиндрических поверхностей /фаска клапана – седло – направляющая втулка/
— Механические повреждения в деталях возникают при воздействии на них нагрузок, превышающих допустимые /трещины, пробоины, изломы, деформация, скручивание/.
— Коррозионные повреждения образуются на деталях в результате химического или электрохимического взаимодействия металла с коррозионной средой и появляются в виде сплошных окисных пленок или в виде местных повреждений /пятен, раковин и точек/.
— Изменение физико-механических свойств материала деталей в процесс эксплуатации автомобилей выражается наиболее часто в снижении твердости и упругих свойств. Изменение свойств деталей может произойти в результате их нагрева в процессе работы до температуры, влияющей на термообработку, в результате усталости материала /пружины клапанов, болты крепления ГБЦ/


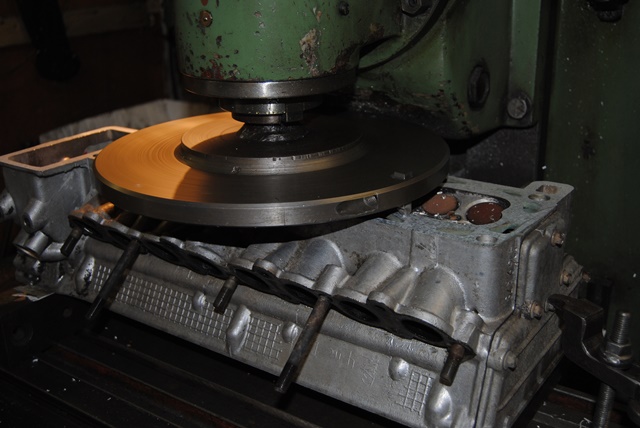
ГБЦ бензиновых двигателей и дизелей с непосредственным впрыском топлива из алюминиевых сплавов и чугунов как правило фрезеруют, а головки дизелей с «форкамерами» – шлифуют.
Отработанные газы создают агрессивную среду (газовая коррозия). Поэтому, материал из которого изготавливают седла должен быть устойчив к агрессивной среде.
Седла изготавливают из серого высокопрочного чугуна, металлокерамики. При замене седел, седла запрессовываются во впускные и выпускные каналы отливки головки блока.
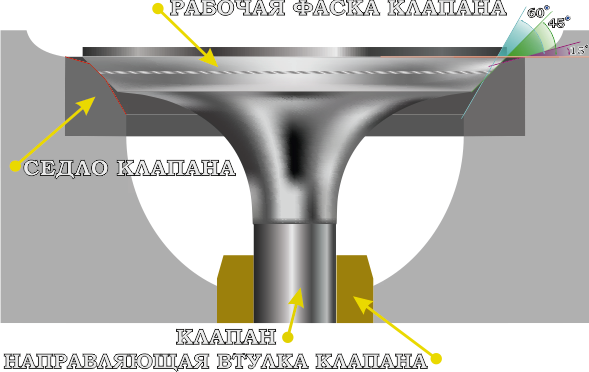
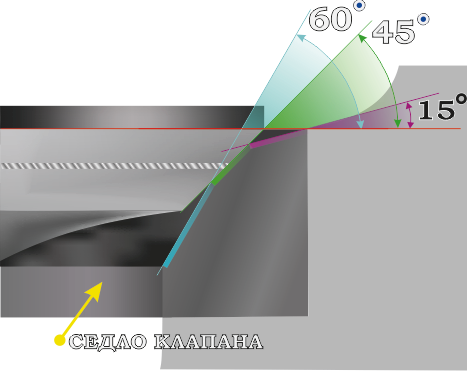
Фаска седла должна иметь, определенную техническими условиями, ширину и расположение.
Для клапанов используется всегда жаростойкая, чаще всего, хромистая сталь. Клапаны постоянно подвержены совместному действию переменной механической нагрузки, высокой температуры, износу, коррозии газов и эрозии. Во время работы двигателя температура нагрева головки клапана может достигать 800°С. Поэтому к клапанам предъявляются очень жесткие технические и качественные требования.
Посадочная фаска клапана и седло клапана должны быть механически обработаны таким образом, чтобы образовать герметичное уплотнение при закрытом положении клапана.


Колпачек прилегает к штоку клапана и пропускает только малую часть масла, необходимую для смазки пары «шток — втулка». Работая в агресивной среде, со временем, маслосъемный колпачок начинает разрушаться, резина стареет, теряет свою прежнюю эластичность и отслаивается от его основания. Это приводит к тому, что колпачок начинает пропускать больше масла. При ремонте клапанного механизма производится замена маслосъемных колпачков в обязательном порядке.
| ГЛАВНАЯ | УСЛУГИ | ЦЕНЫ | ПРОЕЗД | РЕКВИЗИТЫ |
| Приёмка деталей | ГБЦ | Легковые | Из Москвы от МКАД по Варшавскому шоссе | КОНТАКТЫ |
| Ремонт | Блок цилиндров | Грузовые | Из Подольска по Варшавскому шоссе | ОБРАТНАЯ СВЯЗЬ |
| Выдача деталей | Коленвал | Доп. услуги | Из области по Симферопольскому шоссе | ОБЪЯВЛЕНИЯ |
| Запчасти | Шатуны | ВАКАНСИИ |
Опрессовка ГБЦ, ремонт клапанного механизма, замена седел клапанов, замена направляющих втулок клапанов, правка рабочей фаски клапана, торцевание клапана, фрезеровка ГБЦ